Indholdsfortegnelse
1. Oversigt over TRT-enhed
2. Analyse af nuværende drift af TRT-enhed
3. Avanceret teknologi og designmetode til optimering og transformation af TRT-strømvej
4. Optimeringsresultat for TRT-strømvej
5. Online Energiforbrugs- og Livsanalyseforvaltningsintelligencesystem for Gasskrugeturbine fra Blast Furnace
6. Optimering og omstilling af TRT-strømvej og overensstemmelse med standard
6.1. TRT Strømomsætning Følger Standard
6.2. TRT Strømomsætning og Leveranceomfang
7. TRT Omsætningsarbejdsgang og Cyklus
8. foranstaltninger til forlængelse af bladets levetid og fordele
9. Kvalitetsikring og Ydelsesovertagelse
10. efterforsyningservice
10.1. TRT Omsætningsstedstjeneste
10.2. Langsigtede TRT Vedligeholdelseservice
10.3. Langsigtede leverancer af sparedele såsom lammere
11. Relevant bilag
1. Oversigt over TRT-enhed
* * * * * * * * * * * Jernstøbergryden med en kapacitet på 1250m3 i firmaet (herunder omtalt som "* * * * * * Stål") anvender tørre posefilter til støvrémning, og dets tilhørende jernstøbergas-turbine TRT bruger resttrykket fra jernstøbergrydens topgas til at generere elektricitet, hvilket bringer store økonomiske fordele for virksomheden.
TRT-enheden blev designet og fremstillet af Xi'an Shangu Power Co., Ltd., der brugte Mitsui- og Sulzer-teknologier, der blev indført i de tidlige år. Modellenummer er MPG9.2-280.6/180. I forhold til den mest avancerede TRT-teknologi i udviklede lande findes der stadig en stor forskel i ydelsesindeks for hjemlige TRT-enheder, hvilket afspejles i effektiviteten af strømvejen. Hjemlige enheder ligger stadig i området 65%~75%, betydeligt lavere end det internationale førende niveau på 84~92%. Derfor er det nødvendigt at optimere strømvejen for TRT-enheder i drift.
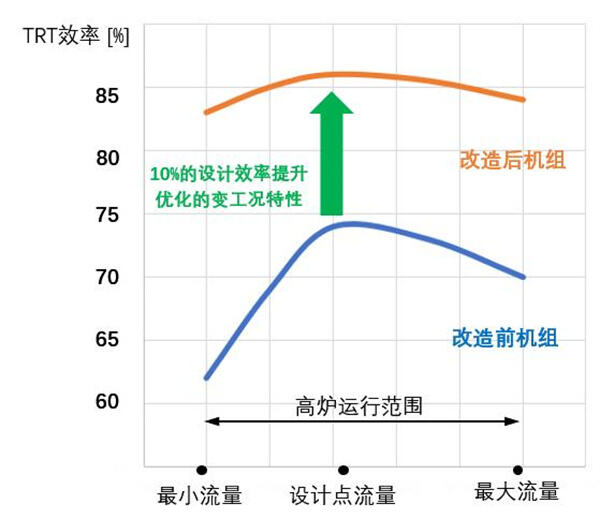
Vi tager højde for den mest avancerede TRT-turbinestrømvejdesign teknologi fra Tyskland og Japan og anvender den på TRT-enheder, der i øjeblikket er i drift i Kina, hvilket kan forbedre TRT-effektiviteten betydeligt, dvs. under de eksisterende gasstrømshastigheder, tryk, temperatur og sammensætningsparametre vil enhedens producerede strøm stige med 10%~20%, hvilket skaber flere økonomiske fordele og bidrager til energibesparelser og emissionsnedsættelse.
| Projekter | Enhed | Driftspunkt | |
| designpunkt | Maksimalpunkt | ||
| Lokalt atmosfærisk tryk | KPa(A) | 100 | |
| Turbinehastighed | o/min | 3000 | |
| Gasstrøm på turbineindgang | 10,000 Nm3/h | 245000 | 270000 |
| Gastryk på turbineindgang | KPa(G) | 180 | 200 |
| Temperatur af indgående gas til turbine | ℃ | 180 | 230 |
| Gastryk ved turbinudgang | KPa(G) | 10 | 10 |
| Turbineserie | - | 2 | 2 |
| Turbinkraft | KW | 7230 | 9200 |
Tabel 1 TRT Originale Designparametre | |||
2.Nuværende driftsanalyse af TRT-enhed
I overensstemmelse med historiske driftstal viser analysen af enhedens drift på en given dag (som vist i figur 1), at med variationen i indgående strøm er den faktiske driftseffektivitet af enheden mellem 60-75%.
Fig. 1 driftstilstand for TRT-enheten på en given dag (effektivitet og indgående strømfart)
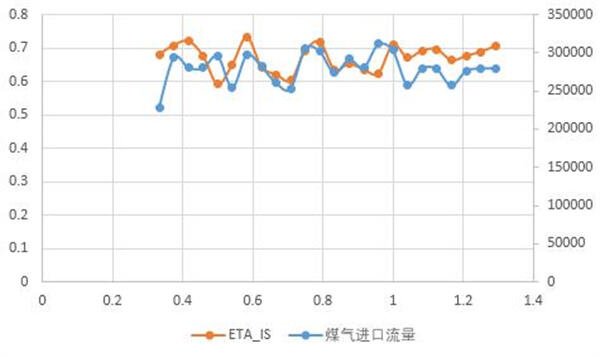
Fig. 2 driftstilstandsregistrering af TRT-enheten på en given dag
Analyse af strømningsevnen ved driftspunktet for denne type enhed er som følger:
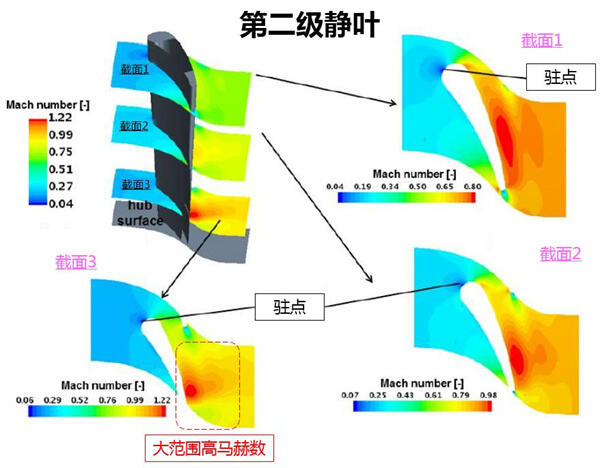
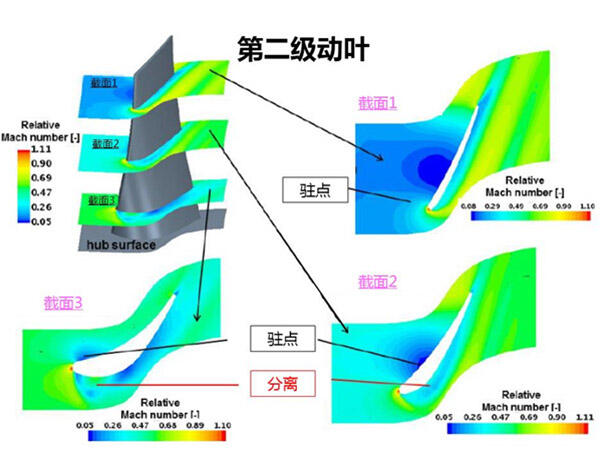
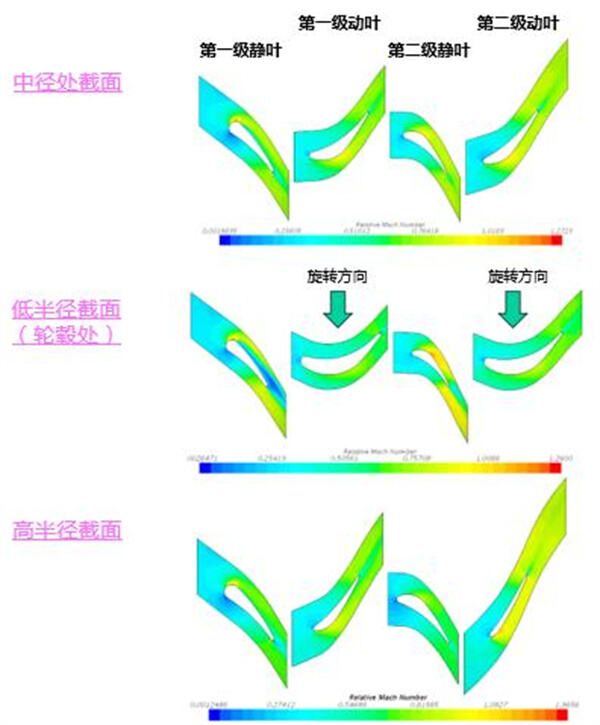
Fig. 3 mach-talsfordelingen for denne type enhed før gennemstrømningsmodifikation
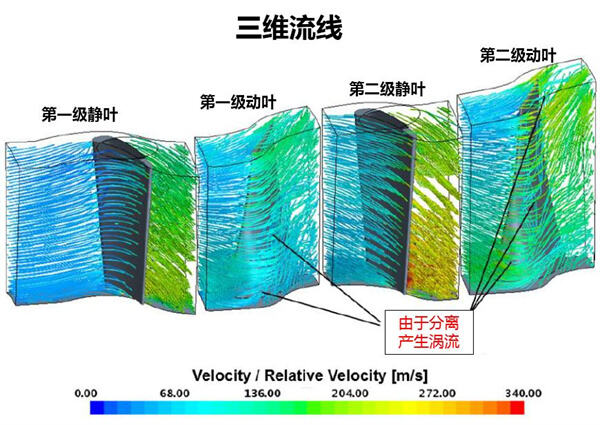
Fig. 4 hastighedsfordelingen for denne type enhed før gennemstrømningsmodifikation
Gennem analyse af den tre-dimensionelle CFD-strømningsfelt kan det ses, at aerodynamiske design af statiske blade og bevægelige blade for denne type enhed er relativt tilbagevendt, og der findes mange problemer i fordelingen af luftstrømmen: urealistisk hastigheds- og vinkelfordeling, separeret strømning og tilbagevendt profil. Som vist på figur 4, afviger stagnationspunktet for anden trins rotorblade fra førstestriben og befinder sig på trykkets frontdel. Der er tydelig indslagsvinkeltab. Den højeste hastighedsregion på sugningsfladen øger strømnings tab. Der er tydelige strømningsskilte på sugningsfladerne af første og anden trins rotorblade, hvilket resulterer i vifte tab og ustabil intern strømning. Allet dette har ført til lav strømnings effektivitet og strømningskanalen skal optimiseres.
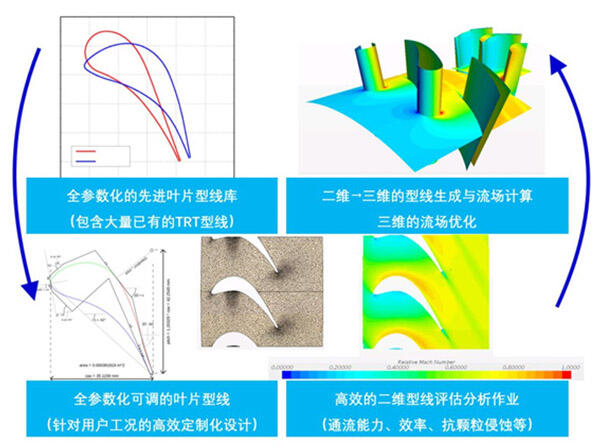
3.Fremadrettet Teknologi og Designmetode til Optimering og Genopbygning af TRT Strømningskanal
4.TRT Strømningskanal Optimeringsresultater
Strømoptimeringsdesign følger ovennævnte analyse- og designproces. Først udføres makro (én-dimensionel, to-dimensionel) og mikro (tre-dimensionel CFD) beregninger og evalueringer på den nuværende enhed for at analysere de aerodynamiske problemer i designet af den nuværende enhed. Dernæst kombineres det med den avancerede reaktive turbin-aerodynamikdesignkoncept, hvorefter strømmingsvejopsætningen (én-dimensionel), vortekskontrolstrømningsskema (to-dimensionel), bladform og trinmatchning gradvist dybere analyseres og optimeres, hvorefter endelig et pålideligt aerodynamisk designskema dannes.
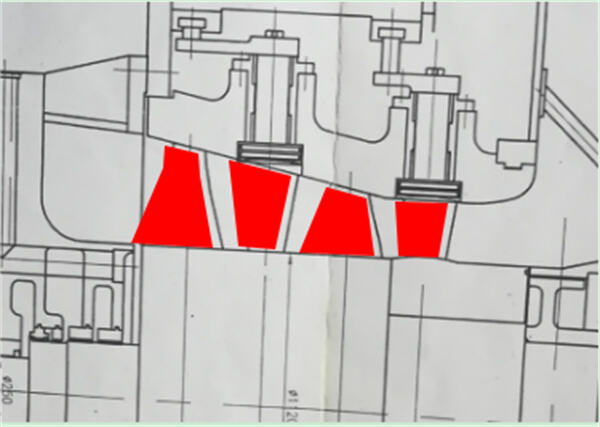
Fig. 5 oprindelig meridianplan-strømmedesign
Højde- og vinkel-design af meridiankanal;
-Optimering af aksekraftfordeling; -Den bedste blad-aspektforhold; -Reducering af klifttab;
Bladafstandsoptimering:
-Reducer sekundærstrømstab og vågestab;
Radial vortekskontrolgenudforming;
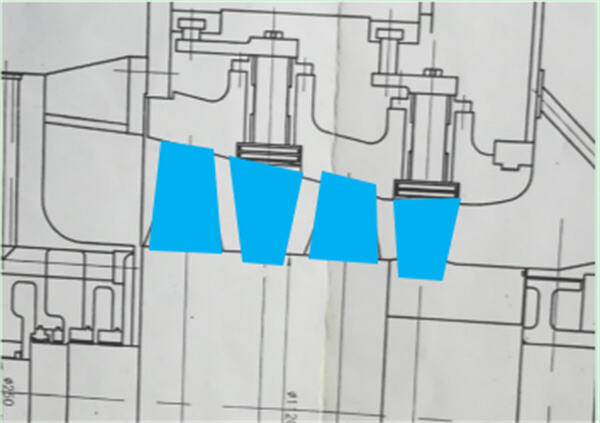
Fig. 6 meridianplan-strømmedesign og blakonstellering efter optimering af én-dimensionelt og to-dimensionelt design
Gennem én-dimensionel og to-dimensionel design kan der opnås en mere rimelig meridianplanstrømningerforsyningsdesign, hvilket gør, at luftfordelingen bliver mere ensartet, og entalpifaldsfordelingen på alle niveauer og indstillingen af reaktionsgrad tenderer til at være rimelig. Bladets højde-breddeforhold, relativ pitch og andre nøglengeometriske parametre, der påvirker aerodynamikken, er i det bedste interval. Ved at kombinere avancerede profiler og vortekskontrolleringsteknologi kan de fleste af de problemer, der findes i den oprindelige aerodynamiske design, overkommes.
Ved hjælp af de optimeringsmetoder og metoder beskrevet ovenfor, blev følgende tre-dimensionelle
strømningsresultater opnået under de samme indgangsparametre
Figur 7 mach-talsfordeling efter strømningsoptimering for enheder af samme type
Som kan ses af ovenstående figur, er indtrængningsvinkeltab tydeligt reduceret efter optimering, og afvigelsen af stagnationspunktets position er korregeret. Der er ikke længere strømningsskilning i rotorbladene, og strømningsfordelingen i statorbladene på anden trin forbedres også. Generelt set gør den optimerede design strømningsfeltfordelingen mere ensartet og rimelig både i akset og radial retning, reducerer væskeafskilning, sekundærstrøms tab, indtrængningsvinkel tab og udtømmelses tab, og forbedrer meget effektiviteten.
De optimerede to-trins blad er designet med ren reaktions type, og matchingen af lastkoefficienten og reaktionsgraden er tæt på den ideelle værdi, hvilket reducerer resthastighedstabbet betydeligt og forbedrer effektiviteten af udtømmelsesspredningen.
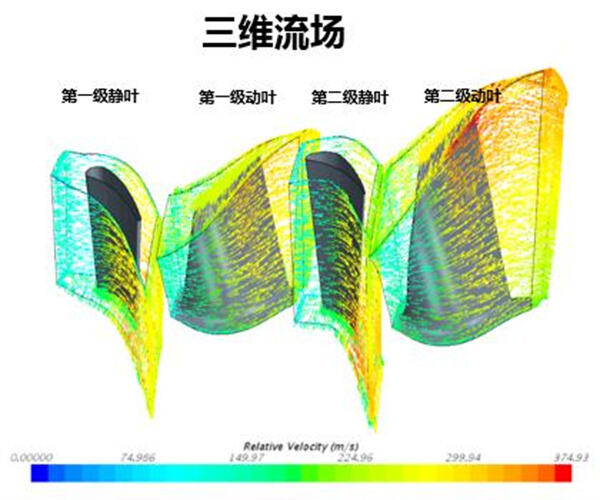
Fig. 8 hastighedsfordeling efter strømningsoptimering for enheder af samme type
| Projekter | Enhed | Driftspunkt |
| Lokalt atmosfærisk tryk | KPa(A) | 101.325 |
| Turbinehastighed | o/min | 3000 |
| Gasstrøm på turbineindgang | 10,000 Nm3/h | 24.5 |
| Gastryk på turbineindgang | KPa(G) | 180 |
| Temperatur af indgående gas til turbine | ℃ | 180 |
| Gastryk ved turbinudgang | KPa(G) | 10 |
| Turbineserie | - | 2 |
| Turbineffektivitet for strømning | % | 86.0 |
| Turbinkraft | KW | 8122 |
| Tabel 3 TRT Strømningsoptimeringsresultater | ||
Det kan ses af det ovenstående, at den interne effektivitet af strømvejen efter optimering når 86,0 %, hvilket er en stigning på mere end 10 %. Under de samme indgangsforhold (strømfart, tryk, temperatur, sammensætning etc.) øges enhedens udgift med 892 kW; i forhold til designværdien på 7230 kW. Ifølge den industrielle gennemsnitlige elpris på 0,65 yuan pr. kilowatt-time og årlig udnyttelse på 8000 timer, er den årlige stigning i elproduktionen 7,316 millioner kilowatt-time, og den økonomiske fordel ved elproduktion er 4,638 millioner yuan.
Ydelsen af TRT-enheten under variabel arbejdsbelastning (delvis last og top-last) forbedres betydeligt, og effektivitetskurven er relativt flad i en bredere variabel lastområde i forhold til den oprindelige, så TRT-enheten som helhed er i et optimalt høj-effektivitets driftstilstand.
TRT-bladernes servicelevetid forlænges, revisionstakten mellem perioder forlænges, og revisjonsarbejdet reduceres.
Problemerne med stor blad vibration, høj temperatur på skubskærm mv. for enheden er løst, og sikkerheden og brugervenligheden af enheden er forbedret.
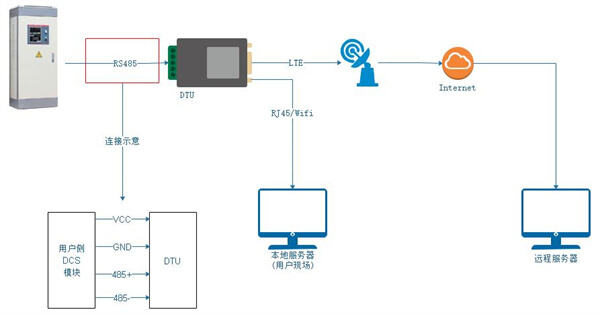
5.Intelligensbaseret system til online-analyse af energieffektivitet og levetid for støbturbin
Denne løsning omfatter også en række "intelligente systemer til online energieffektivitet og livstidsadministration af gufstof turbine" (TELM+ system). Dette system kan ikke kun analysere energieffektivitetsindeks for gasturbinen online og i realtid, men også generere et stort antal data til drift. Gennem systemets intelligente algoritmer og dets egne ekspertsystem giver det optimeringsforslag til drift for at få enheden til at fungere i en højere effektivitetsniveauområde. Imidlertid, for bladstøvopsamling og blade rodering savnet type, gennem det indlejrede intelligente prædiktionsmodul, gives graden af bladstøvopsamling og blade savner type ved kunstig intelligens, hvilket giver videnskabelige afgørelsesgrundlag for at træffe de tilsvarende foranstaltninger.
Systemet har evne til maskinlæring. Med opbygningen af driftsdata bliver de automatiske rapporter om energieffektivitetsanalyse og livstidsprædiktion mere nøjagtige, hvilket meget letter vedligeholdelse og drift, gør drift af blastovengasturbine mere effektiv og sund, forbedrer driftsprocenten og reducerer ukplanlagt nedetid.
6.TRT Strømvejs Optimeringsomfang og Overensstemmelsesstandard
6.1TRT Strømvejs Transformation Efter Standarder
GBT 28246-2012 "Blastovengasenergirecovery Turbinudvidler"
GBT 26137-2010 "Termisk Ydelsesprøve af Blastovengasenergirecovery Turbinudvidler"
JB/T4365 "Smørings-, Lægning- og Justeringsolie System"
JB/T9631 "Tekniske Betingelser for Jernformeringer af Damp turbine"
JB/T9637 "Tekniske Betingelser for Turbinmontage"
GB/T7064 "Tekniske Krav til Turbin Type Synkronmotorer"
GB6222 "Nationale Gas Sikkerhedsregler"
YBJ207 "Kode for Bygning og Accept af Installation af Metallurgisk Maskineri og Udstyr" Hydrauliske, Pneumatik- og SmørlingsSystemer.
Den ovennævnte opgave skal implementere de nyeste nationale standarder, nationale tekniske standarder og branchespecifikke standarder.
6.2TRT Strøm Transformering og Leveranceomfang
I overensstemmelse med brugerens TRT-enhed model og den faktiske situation siden dens indførelse omfatter optimeringen og transformeringen af strømvejen følgende:
a). Erstat alle statiske blade i de to trin;
Designet af statorblade udfører flere runder beregninger, især for indgangskanten R, hvilket tilpasser sig den bredte variation i indgangsvinkelangreb og sikrer høj effektivitet under forskellige arbejdsforhold med en bred omfang før og efter designpunktet.
b). Erstatningskasse for dækker;
Cylindrelementets materiale er QT400-15A, og centrumpositionen kan justeres strukturelt for at kompensere for produktionsfejl og sikre overensstemmelse mellem cylindrenes centrum og rotorcentret, hvilket sikrer en lille og ensartet mellemrum mellem bladene og cylindremuren og forbedrer pålidelighed og effektivitet.
c). Erstat alle flydende blade i de to trin;
Bladet har fremragende aerodynamiske egenskaber og har karakteristiker som ingen støvakkumulering og ingen blokering. Strukturen garanterer kravene til styrke og vibration. Rotorens blad er lavet af højstark, højtemperaturresistent rostfri stål. Kløften anvender et firkanttræformigt højstarkt system for at sikre bladets træthedsliv. Alle flydende blade testes for frekvens og registreres til brug under vedligeholdelse.
d). Erstat rotoren (hovedakse);
Hovedaksen anvender højstarkt kobberstål 25CrNiMoV integral forgning for at sikre, at krydstilstandsstruktur, fysiske og mekaniske egenskaber af materialet fuldt ud opfylder kravene til TRT-drift, og rotorundergår dynamisk balanceprøve.
e). Lægning af flyvende og stille blad;
Computerprogrammet bruges til at simulere arbejdsmiljøet, strenge beregne spændingen og forskydningen af bladet i hver påkrævede tilstand, optimere spidsafstand og rodafstand, reducere luftudslipps tab og forbedre strøm-effektiviteten.
| Serienummer | Navn | Model\/spec. | Antal\/Enhed | Bemærkninger |
| 1 | Første stadiums stator | Materiale 17-4PH | 1 Sæt | |
| 2 | Første stadiums rotor | Materiale 2Cr13 | 1 Sæt | |
| 3 | Sekundær stator | Materiale 2Cr13 | 1 Sæt | |
| 4 | Anden fase rotor | Materiale 2Cr13 | 1 Sæt | |
| 5 | rotorakse | 25CrNiMoV | 1 Sæt | Læg med akseendel |
| 6 | Skurvind (øverste og nederste) og tilbehør Guide ring | QT400-15A | 1 Sæt | Inklusive drivtilbehør |
| 7 | BPRT/TRT Intelligent System til online energieffektivitetsanalyse og livstilstandsstyring | TELM+system | 1 Sæt | Værtscomputer, display |
| MPG9.2-280.6/180 TRT Enhedsstrøm Optimeringstransformation Forsyningsomfang | ||||
7.TRT Transformation Arbejdsgang og Cyklus
Afslut alle ændringsarbejder inden for 6 måneder fra den dag, hvor TRT-optimeringsændringskontrakten med brugeren er underskrevet, og de på stedet foretagne ændringer og installationer, der virkelig påvirker TRT's drift, skal normalt ikke overstige 10 dage.
8.Mål og Fordele ved Følgelevudvidelse
For TRT-enhedsbrugere med høj støvindhold og kort følgelev kan opgradering af følgematerialet (17-4PH) og sprøjting af keramisk coating på overfladen betydeligt forlænge følgelevetiden (mere end dobbelt så lang servicelevetid), forlænge vedligeholdelsescyklen og reducere vedligeholdelsesarbejdet.
17-4PH materiale (0Cr17Ni4Cu4Nb) er en precipitation-hårdet martensitisk rostfri stål, der består af kobber og niobium/columbium og har høj styrke, hårdhed og god korrosionsmodstand. Efter varmebehandling er de mekaniske egenskaber af produktet mere perfekte, trækstyrken når op til 890~1030 N/mm2, produktet har god korrosionsmodstand mod syre eller salt, og ydelsen er bedre end 2Cr13.
| 0Cr17Ni4Cu4Nb | 2cr13 | |
| stivhed | 277~311HB | 217~269HB |
| trækstyrke | 900~970mpa | 690mpa |
| trækhalsningsgrænse | 760~900mpa | 490mpa |
| Tabel 3 Ligning af materialeegenskaber for blade 17-4PH/2Cr13 | ||
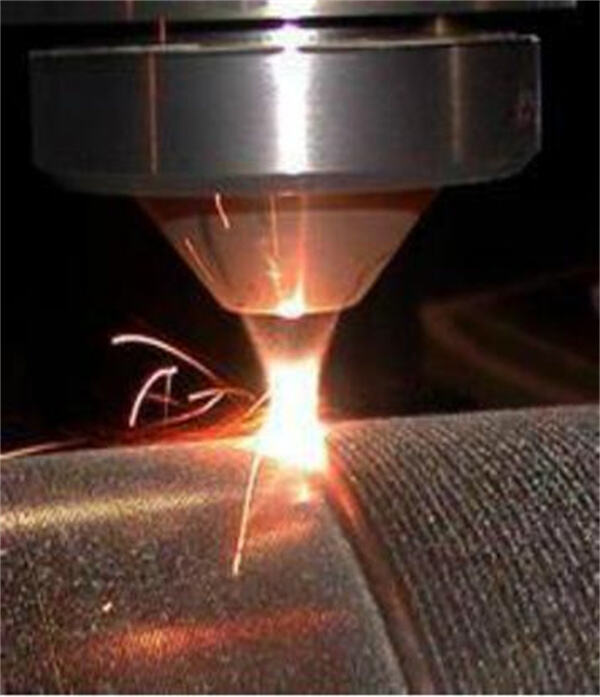
I overensstemmelse med den specielle arbejds miljø for TRT enhedens blade blev sprøjteprocessen forbedret tilpasset, og plasma-sprøjtekeramisk teknologi blev anvendt til overfladeanticorrosion af TRT-blade. Plasma-sprøjting er en proces, hvor smeltet materiale smeltes ved høj temperatur af plasma, og derefter bliver de smeltede materialer partikler ført til delens overflade ved hjælp af højhastigheds-gas for at danne et coating. Keramikcoatingets tykkelse er 0,35 mm. På baggrund af at sikre god pneumatisk strømnings effektivitet og blade-styrke har det også fremragende varmeudslag modstand og afblændningsmodstand. Overflade-roughness på coatinget er lav. Overflade-roughness af behandlet keramik kan nå 0,7μm, hvilket er meget glad. Når det bruges i kombination med skala-hæmmere, er bladets levetidsforlængelseseffekt tydelig. Praksis fra mange TRT-brugere beviser, at TRT-blade af denne proces har god slipmodstand og korrosionsresistens.

Efter 7 måneder af drift

Bladematerialet af enheden er opgraderet i 7 måneder (køret)
Ved at anvende ovennævnte livsforlængelses teknologi forventes bladets vedligeholdelsesperiode at blive forlænget til 1,5-2 gange den oprindelige levetid, hvilket reducerer vedligeholdelseshyppigheden, sparer vedligeholdelseskosterne og reducerer tabet af energibesparelsesfordel ved stopning.
9. Kvalitetsgaranti og Ydelsesstandard Garanti
Sørg for at strømvejens optimering og transformationsteknologi af kulovns gas turbine (TRT) er avanceret, sikker og pålidelig, og har lignende applikationsydelse;
Sørg for kvaliteten af de leverede komponenter, udfør nødvendige inspektioner og tests på alle komponenter før levering, og sørg for at hele designet og produktionen opfylder kravene i relevante bestemmelser; Materialerne der bruges er alle godkendte materialer, og kan levere tilsvarende materialekvalitetscertificering dokumenter;
Efter installation og fejlsøgning når de leverede dele op til sikkerheden og pålideligheden, der kræves af standarden, og opfylder ydelsesmålet for gennemstrømningsoptimering:
Efter optimeringen og ombygningen af TRT-strømmen, i overensstemmelse med den af begge parter aftalte ydelsesevalueringsskabelon, er TRT-kraftgenerering under de i aftalen fastsatte arbejdsbetingelser garanteret at være større end 892 kW.
10 Eftersalgstjeneste
10.1 Stedtjeneste ved TRT-ombygning
Leverer brugere effektiv og højkvalitativ efterforsyningservice, tildeler kvalificerede og erfarna servicemanagerer, rapporterer regelmæssigt om gennemførelsesfremskridtene for renoveringprojektet, leverer de dele, der kræves til renoveringen i overensstemmelse med aftalen, og ordner professionel på-placetechnisk servicepersonale/team, der er ansvarlige for pladshændelsen, afstemning og andre tekniske serviceprojekter. Efter at den reviderede enhed er blevet afstemt og evalueret i tide, vil den levere gratis tekniske services inden for det en-års garantiperiode.
10.2 Langsigtede TRT vedligeholdelsesservice
Et vedligeholdelseshold sammensat af turbineingeniører og fagfolk tilbyder normalt vedligeholdelsesservices inklusive:
Åbn cylinderen for at rengøre rotor; Reparation eller udskiftning af flydende blade; Reparation af udslidte dele på rotorhovedet; Udskiftning af alle sigilleringer på aksen; Journalreparation,
Hovedaksen journal, skubplade og bladrod grobue skal udsættes for farveflawdetektering.
Fjerne rust, undersøge deformation og reparere udslidte dele af aksemantel;
Reparation eller erstatning af faste blad, erstatning af akser for faste blad og andre tilbehør;
Efter at rotor er repareret, udføres højhastighedsdynamic balance på en hastighed på 3000 omd./min.
Undersøgelsesafstand mellem mobile og stillestående blade;
Lædersluitning og positioneringsnål for aksemantel krævet til feltinstallation;
TRT-service krævet af andre kunder
10.3 Langtidslevering af reservedele såsom blade
Har evne til produktion og fremstilling af blade og har en lagerplads for reserveblade. Konventionelle blade kan opfylde kundens nødlige behov.
11. relevante bilag
Liste over hovedprocesser og produktionsanlæg
| Type af enhed | Model | kapacitet | Arbejdsstykkevægt | antal | Hjemsted |
| XxYxZ | (kg) | (sæt | |||
| Vandret bearbejdningscenter (fire akser) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Korea |
| Lodret bearbejdningscenter (fem akser) | XHK800 | 1250 x400 x400 | 1000 | 1 | Kina |
| Lodret bearbejdningscenter (fem akser) | HL5001A | φ800 x320 | 1000 | 1 | Kina |
| Højhastigheds vertikal fræscenter (fire akser) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800/1600 | 6 | Haas, USA |
| Vertikal fræscenter (fire akser) | VM1300A | 1300 x650 x710 | 1500 | 2 | Kina |
| Vertikal fræscenter (fire akser) | BV100 | 1050 x510 x560 | 700 | 2 | Kina |
| Laseropsætningsanlæg | RC-LCD-800W | Fikseret/bærbar | 1500/30000 | 1 | Kina |
| Stellite-sværge/anlæg til højfrekvenshårdning | GGC-80-2 | 1500 x500 x500 | 500 | 1 | Kina |
| Beltfraskerings/poleringmaskine | 2M5430 | φ200 x50 | 50 | 12 | Kina |
Numerisk styret maskinredskabsskabelon

Laseropsætningsanlæg

Stellite-sværge/anlæg til højfrekvenshårdning

Enhed til installation og vedligeholdelse af rotor


Skabelon for maskiner med bæltefraserings- og poleringsfunktion



| Enheds type | Model | målemængde | Mængde | Hjemsted | |
| XxYxZ | (Taiwan) | ||||
| Koordinatmålemaskine | X08107 | 800x1000x700 | 1 | Wenze, Tyskland | |
| 50x projektor | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Måleinstrument | E238 | φ280 x380 | 1 | ELBO, Italien | |
| Rughedsmaalingsinstrument | SJ-210 | 1 | MITU, Japan | ||
| Frekvensprøveanlæg | FSA-C | 200-1200 | 1 | Xi'an Jiaotong Universitet | |
| brinellhårdeprøver | HB-300B | 1 | Beijing era | ||
| Ikke-skrøvende prøveanlæg | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Spektrumanalysator | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Koordinatmålemaskine | 50x projektor | ||||
 |
 |
||||
Måleinstrument |
Rughedsmaalingsinstrument |
||||
 |
 |
||||
Magnetisk partikelflaw detector |
Magnetisk partikelflaw detector |
||||
11.1 Kundeoversigt
Leverandør af hovedturbine
Shaanxi Blower (Group) Co., Ltd.
Chengdu Engine (Group) Co., Ltd.
Nanjing Turbine Motor (Group) Co., Ltd.
Harbin Steam Turbine Factory Co., Ltd.
Dongfang steam turbine co., ltd
Beijing North Heavy Duty Truck Motor Co., Ltd.
……
Endkunde
Hebei Jern og Stål Co., Ltd.
Shandong Iron and Steel Group Co., Ltd.
Jiangsu Shagang Gruppe Co., Ltd.
Lianfeng Stål (Zhangjiagang) Co., Ltd.
Changzhou Zhongtian Stålgruppe Co., Ltd.
Gansu Jiugang Gruppe
China Datang Gruppe Corporation
China Resources Electric Power Holding Co., Ltd.
……
11.2 Erfaring
Afbrydning og Reparation af 6# Rotor Bearing Steel hos Zhongtian Steel
Reparation af Nummer 10 Rotor hos Zhongtian Iron and Steel Company ved Afbrydning og Samling af Bearing Steel
Zhongtian Steels 7#BPRT Rotor Afbrydes og Erstatter Blade, Reparerer Rotor Bearing Cylinder
Shagang gruppe huasheng jernproduktion 2#TRT rotor afbrydning og erstatter en fuld sæt dynamiske og statiske blade, rotor bearing cylinder kranse laseroverklædning
Shagang gruppe huasheng jernproduktion 7#TRT rotor afbrydning og erstatter en fuld sæt dynamiske og statiske blade
Produktion, Samling og Start op af Glidende Oliepumpe Damp turbine fra CSIC
Afbrydning og Overhaul af Tangshan Ruifeng Steels MPG9.7BPRT Rotor Bearing Cylinder
Rotor Samling af Shagang Første Kokerei 18MW Industri Damp Turbine
Shandong Huantai Thermoelectric 25MW Højtemperatur og højtryksdamp turbine rotor afmontering og montering af blad
Af- og genmontering af TRT rotor i Jinan Stål 3200 højovn
Af- og montering af sidste fase rotor for Changqiang Stål turbine
Jiuquan Stål 3#TRT rotor nedbrydning og udskiftning af blade
Kartotek og fremstilling af af- og genmontering af blade til TRT rotor for "MAN Turbine" i Benxi Stål
Optimering af lavtryks rotor for Datang Baoding thermoelectric 8#9#125MW damp turbine
Optimering af Jining Jinwei 50MW kombineret cyklus damp turbine
Optimering af 50MW kombineret cyklus damp turbine i Beian varmeværk
Rekonstruktion af 100MW damp turbine i Hulinhe varmeværk
Optimering af 25MW damp turbine rotor blade i Lianfeng Stål
Optimering af 3#BPRT rotorblad i Lianfeng Stål
Optimering af 6#TRT rotorblad i Lianfeng Jernstålsselskab
Optimering af 4#BPRT rotorblad i Lianfeng Stål
Optimering af 7#TRT rotorblad i Lianfeng Jernstålsselskab
11.3 Relaterede fotos





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN


