
Produktbroschüre:HERUNTERLADEN
Inhaltsverzeichnis
1. Überblick über die TRT-Einheit
2. Analyse des aktuellen Betriebs der TRT-Einheit
3. Fortgeschrittene Technologie und Entwurfsmethode für die Optimierung und Transformation des TRT-Strömungskanals
4. Ergebnis der Optimierung des TRT-Strömungskanals
5. Online-Intelligenzsystem zur Energieeffizienz- und Lebensdauer-Analyse-Management für den Gaskraftstoffturbine des Hochofens
6. Optimierung und Transformationsbereich des TRT-Strömungskanals und Übereinstimmung mit dem Standard
6.1. TRT-StrömungsTransformation gemäß Standard
6.2. TRT-StrömungsTransformation und Lieferumfang
7. TRT-Transformationsablauf und Zyklus
8. Maßnahmen zur Verlängerung der Blatt-Lebensdauer und Vorteile
9. Qualitätsicherung und Leistungsübereinstimmungsgarantie
10. Nachverkaufs-Service
10.1. TRT Transformatorstandort-Service
10.2. Langfristiger TRT-Wartungs-Service
10.3. Langfristige Bereitstellung von Ersatzteilen wie Schaufeln
11. Relevanter Anhang
1. TRT-Anlagenübersicht
* * * * * * * * * * * Die 1250m3-Hochöfen des Unternehmens (im Folgenden als "* * * * * * Stahl" bezeichnet) verwenden eine trockene Tütenfilter-Reinigung, und der dazugehörige Hochofengas-Turbine TRT nutzt den Restdruck des Gases aus dem Hochofen zur Stromerzeugung, was dem Unternehmen enorme wirtschaftliche Vorteile bringt.
Die TRT-Einheit wurde von Xi 'an Shangu Power Co., Ltd. unter Verwendung der in den frühen Jahren eingeführten Technologien von Mitsui und Sulzer entwickelt und hergestellt. Die Modellnummer ist MPG9.2-280.6/180. Im Vergleich zur fortschrittlichsten TRT-Technologie in entwickelten Ländern besteht immer noch ein großer Unterschied in den Leistungsindizes der nationalen TRT-Einheiten, was sich in der Effizienz des Strömungswegs widerspiegelt. Nationale Einheiten liegen immer noch im Bereich von 65%~75%, erheblich niedriger als das internationale Spitzeniveau von 84~92%. Daher ist es notwendig, den Strömungsweg der betriebsbereiten TRT-Einheiten zu optimieren.
Wir übernehmen die fortschrittlichste TRT-Turbinen-Durchflussdesign-Technologie aus Deutschland und Japan und wenden sie auf derzeit in China im Einsatz befindliche TRT-Anlagen an, was die TRT-Effizienz erheblich verbessern kann. Das heißt, bei den bestehenden Gasdurchflussraten, Druck, Temperatur und Zusammensetzungsparametern wird sich die Erzeugungsleistung der Anlage um 10%~20% erhöhen, was höhere wirtschaftliche Vorteile schafft und zur Energieeinsparung und Reduktion von Emissionen beiträgt.
| Projekte | Einheit | Betriebspunkt | |
| Designpunkt | Maximalpunkt | ||
| Lokaler atmosphärischer Druck | KPa(A) | 100 | |
| Turbinengeschwindigkeit | U/min | 3000 | |
| Gasdurchfluss am Turbineneingang | 10,000 Nm3/h | 245000 | 270000 |
| Eingangsdruck des Gases an der Turbine | KPa(G) | 180 | 200 |
| Temperatur des Eingangsgases der Turbine | ℃ | 180 | 230 |
| Gasdruck am Turbinenausgang | KPa(G) | 10 | 10 |
| Turbine Serie | - | 2 | 2 |
| Turbinenleistung | kW | 7230 | 9200 |
Tabelle 1 TRT Originaldesignparameter | |||
2.Aktuelle Betriebsanalyse der TRT-Anlage
Gemäß historischen Betriebsaufzeichnungen zeigt die Analyse des Betriebs eines bestimmten Tages (wie in Abbildung 1 dargestellt), dass mit der Schwankung des Eintrittsflusses der tatsächliche Betriebswirkungsgrad der Anlage zwischen 60-75 % liegt.
Abb. 1 Betriebszustand der TRT-Anlage an einem bestimmten Tag (Wirkungsgrad und Eintrittsflussrate)
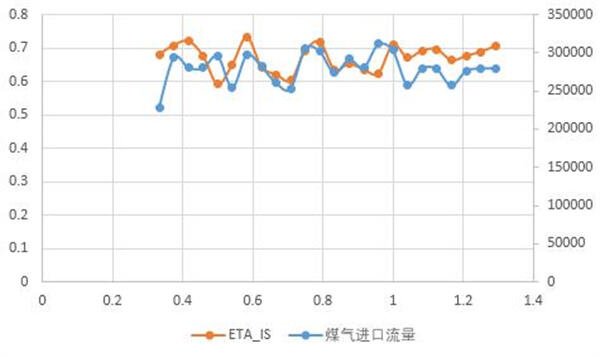
Abb. 2 Betriebszustandsaufzeichnung der TRT-Anlage an einem bestimmten Tag
Die Analyse der Durchflusskapazität am Betriebspunkt dieses Typs von Einheit ergibt sich wie folgt:
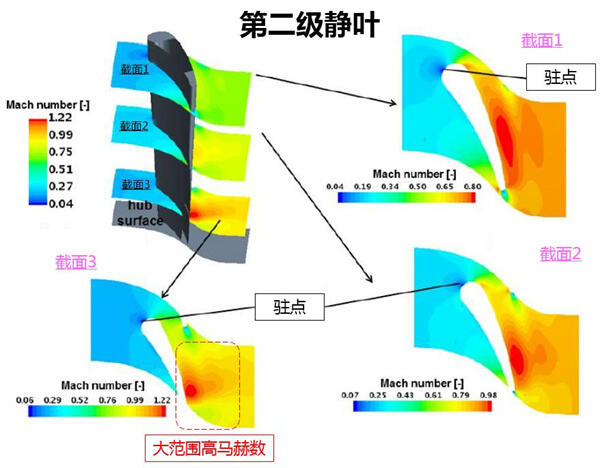
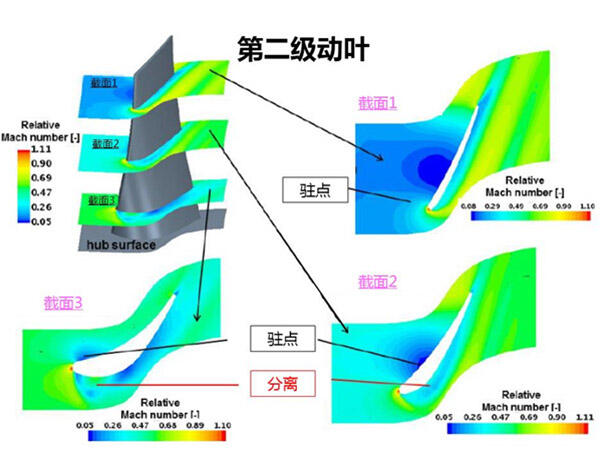
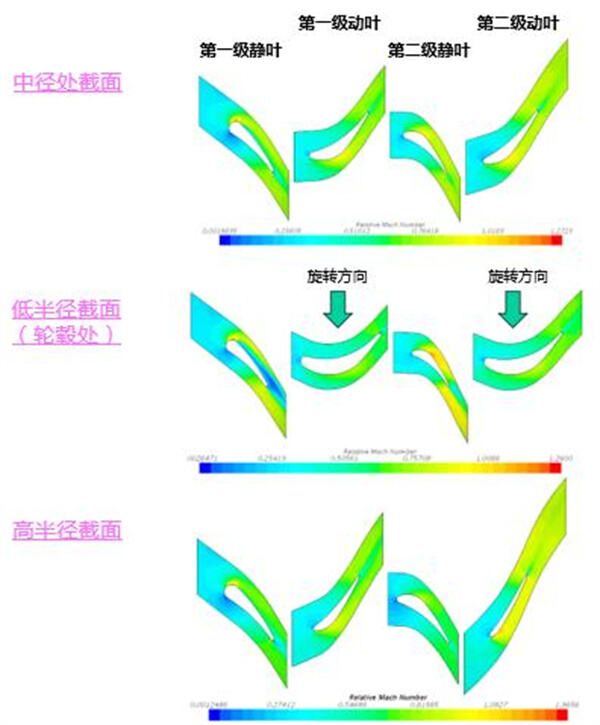
Abb. 3 Mach-Zahlverteilung dieses Typs von Einheit vor der Durchflussmodifikation
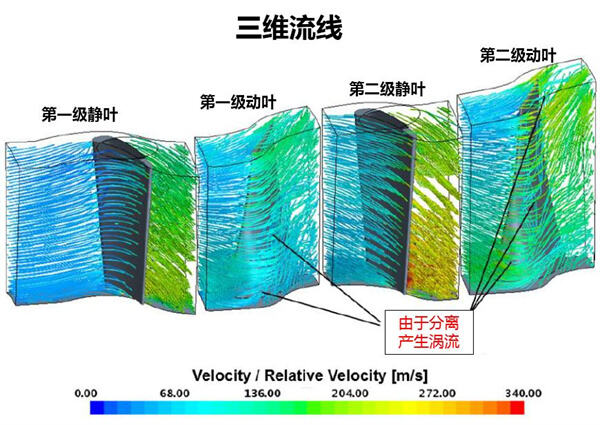
Abb. 4 Geschwindigkeitsverteilung dieses Typs von Einheit vor der Durchflussmodifikation
Durch die Analyse des dreidimensionalen CFD-Strömungsfeldes kann man sehen, dass das aerodynamische Design der statischen und beweglichen Schaufeln dieser Art von Einheit relativ rückständig ist und es viele Probleme in der Strömungsverteilung gibt: unausgeglichene Geschwindigkeits- und Winkelverteilung, getrennte Strömungen und ein rückwärtiges Profil. Wie in Abbildung 4 zu sehen ist, liegt der Stagnationspunkt der zweiten Stufe der Rotorblätter ab vom führenden Rand und befindet sich am vorderen Ende der Druckseite. Es gibt einen offensichtlichen Angriffswinkelverlust. Der Hochgeschwindigkeitsbereich der Saugseite erhöht den Strömungsverlust. Es treten offensichtliche Strömungsablösungsphänomene auf den Saugflächen der ersten und zweiten Stufe der Rotorblätter auf, was zu Wirbelverlusten und einem instabilen internen Strömungsfeld führt. All dies hat zur Folge eine geringe Strömungseffizienz und der Strömungskanal muss optimiert werden.
3.Fortschrittliche Technologie und Entwurfsmethode für die Optimierung und Rekonstruktion des TRT-Strömungskanals
4.Ergebnisse der TRT-Strömungskanaloptimierung
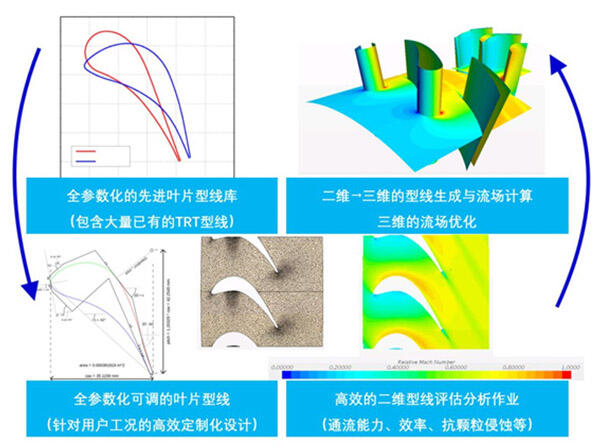
Die Strömungsoptimierung erfolgt nach dem oben genannten Analyse- und Entwurfsprozess. Zunächst werden Makro-(eindimensional, zweidimensional) und Mikro-(dreidimensionales CFD) Berechnungen und -bewertungen am aktuellen Modell durchgeführt, um die aerodynamischen Probleme des aktuellen Designs zu analysieren. Anschließend wird unter Einbeziehung fortschrittlicher reaktiver Turbinen-aerodynamischer Designkonzepte allmählich die Strömungspfadanordnung (eindimensional), das Wirbelkontrollstrommuster (zweidimensional), die Profilform und die Stufenabstimmung vertieft und optimiert, bis schließlich ein zuverlässiges aerodynamisches Design entsteht.
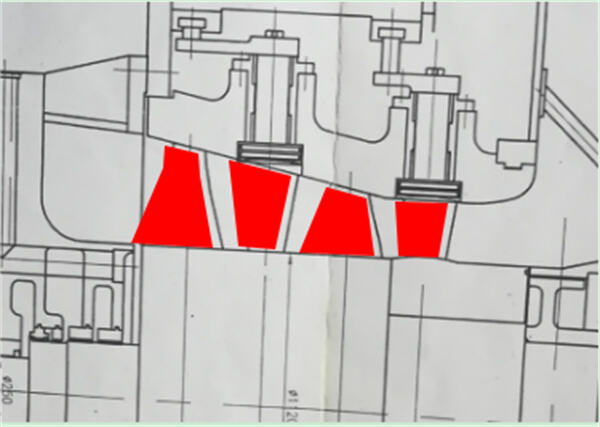
Abb. 5 ursprüngliches Meridianflächen-Design
Höhen- und Winkelentwurf des Meridiankanals;
- Optimierung der axialen Geschwindigkeitsverteilung; - Das optimale Verhältnis der Profiltiefe; - Reduktion der Spaltverluste;
Optimierung der Profilabstände:
- Reduzierung der sekundären Strömungsverluste und der Wachstumsverluste;
Neuzeichnung der radialen Wirbelkontrolle;
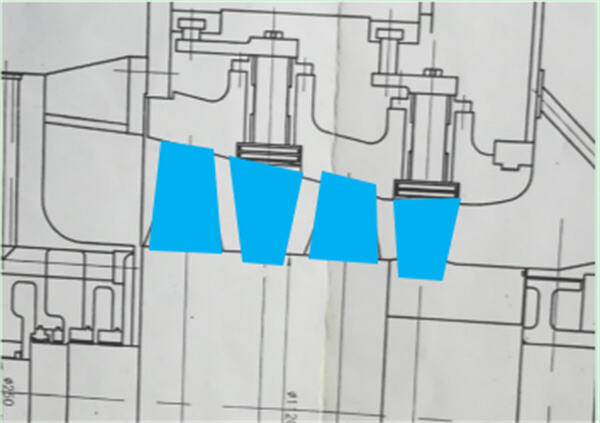
Abb. 6 Meridianflächen-Design und Profilanordnung nach Optimierung im eindimensionalen und zweidimensionalen Design
Durch eindimensionales und zweidimensionales Design kann eine vernünftigere Meridianebenen-Durchflusskanalgestaltung erreicht werden, die eine gleichmäßigeere Verteilung des Luftflusses ermöglicht. Die Enthalpieabfallverteilung auf allen Stufen und die Einstellung des Reaktionsgrades nähern sich einer sinnvolleren Anordnung an. Der Blattaspektverhältnis, das relative Abstand und andere Schlüsselgeometrie-Parameter, die die Aerodynamik beeinflussen, liegen im optimalen Intervall. Durch die Kombination von fortgeschrittener Profil- und Wirbelkontrolltechnologie können die meisten Probleme in der ursprünglichen aerodynamischen Gestaltung überwunden werden.
Durch die Verwendung der oben beschriebenen Optimierungsmethoden und -verfahren wurden die folgenden dreidimensionalen
Strömungsfeldergebnisse unter den gleichen Einlassparametern erhalten
Abb. 7 Mach-Zahlverteilung nach Strömungsoptimierung für Maschinen desselben Typs
Wie aus der obigen Abbildung hervorgeht, wird der Eintrittswinkelverlust offensichtlich nach der Optimierung reduziert, und die Verschiebung des Stagnationspunktes wird korrigiert. Es tritt keine Strömungsablösung an den Rotorblättern mehr auf, und die Strömungsverteilung in den Statorblättern der zweiten Stufe wird ebenfalls verbessert. Im Allgemeinen führt die optimierte Gestaltung zu einer gleichmäßigeren und vernünftigeren Strömungsfeldverteilung sowohl in axialer als auch in radialer Richtung, reduziert die Fluidablösung, Sekundärströmungsverluste, Eintrittswinkelverluste und Abgasverluste und erhöht die Gesamteffizienz erheblich.
Das optimierte Zweistufenblatt wird im reinen Reaktionsmodus entworfen, und die Kombination von Lastkoeffizienten und Reaktionsgrad nähert sich dem idealen Wert, was die Restgeschwindigkeitsverluste erheblich reduziert und die Effizienz des Ausgasdiffusors verbessert.
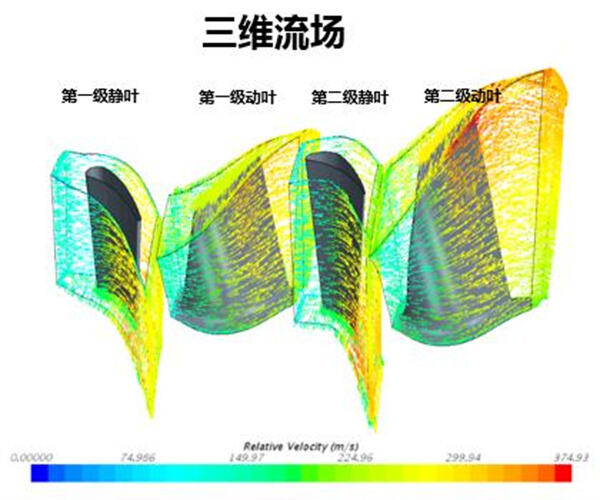
Abb. 8 Geschwindigkeitsverteilung nach Strömungsoptimierung für Einheiten desselben Typs
| Projekte | Einheit | Betriebspunkt |
| Lokaler atmosphärischer Druck | KPa(A) | 101.325 |
| Turbinengeschwindigkeit | U/min | 3000 |
| Gasdurchfluss am Turbineneingang | 10,000 Nm3/h | 24.5 |
| Eingangsdruck des Gases an der Turbine | KPa(G) | 180 |
| Temperatur des Eingangsgases der Turbine | ℃ | 180 |
| Gasdruck am Turbinenausgang | KPa(G) | 10 |
| Turbine Serie | - | 2 |
| Turbine Strömungseffizienz | % | 86.0 |
| Turbinenleistung | kW | 8122 |
| Tabelle 3 TRT-Strömungsoptimierungsresultate | ||
Aus dem Obigen geht hervor, dass nach der Optimierung die interne Effizienz des Strömungskanals 86,0 % erreicht, was einem Anstieg von über 10 % entspricht. Unter gleichen Eintrittsbedingungen (Durchflussrate, Druck, Temperatur, Zusammensetzung usw.) steigt die Leistung des Aggregats um 892 kW; im Vergleich zum Designwert von 7230 kW. Gemäß dem durchschnittlichen Industrie-Strompreis von 0,65 Yuan pro Kilowattstunde und einer jährlichen Nutzungsdauer von 8000 Stunden beträgt die jährliche Zunahme der Stromerzeugung 7,316 Millionen Kilowattstunden und der Ertrag aus der Stromerzeugung 4,638 Millionen Yuan.
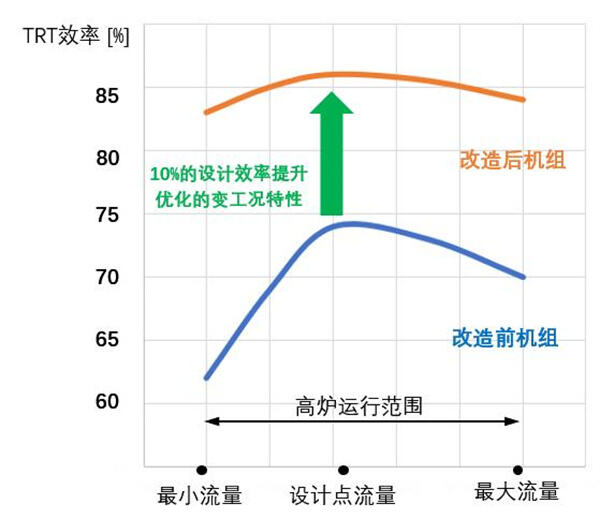
Die Leistung des TRT-Aggregats unter variablen Betriebsbedingungen (Teillast und Spitzenlast) wird erheblich verbessert, und die Effizienzkurve ist im Vergleich zur ursprünglichen in einem breiteren Lastbereich relativ flach, so dass das TRT-Aggregat insgesamt in einem optimalen hoch-effizienten Betriebszustand bleibt.
Die Lebensdauer der TRT-Schaufeln wird verlängert, das Intervall zwischen den Überholzyklen wird verlängert und die Überholarbeit reduziert.
Die Probleme der starken Schaufelvibration, des hohen Temperaturpegels der Thrust-Tiles und ähnliches der Anlage werden gelöst, und die Sicherheit und Verwendbarkeit der Anlage werden verbessert.
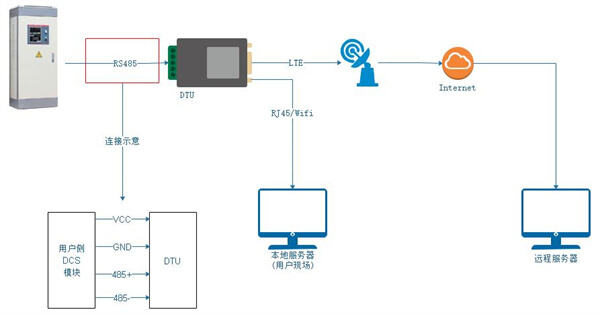
5. Intelligentes Managementsystem für Online-Energieeffizienz- und Lebensdaueranalyse von Hochöfen-Turbinen
Diese Lösung umfasst außerdem eine Reihe von "intelligenten Systemen zur Online-Energieeffizienz und Lebensdauermanagement für Schachtofen-Gasturbinen" (TELM+ System). Dieses System kann nicht nur den Energieeffizienzindex der Gasturbine online und in Echtzeit analysieren, sondern auch eine große Menge an Betriebsdaten generieren. Durch die intelligente Algorithmik des Systems und sein eigenes Expertensystem werden Optimierungsempfehlungen für den Betrieb gegeben, um das System in einem Bereich höherer Effizienz zu betreiben. Für den Fall von Schmutzablagerungen auf den Schaufeln und Erosionsschäden wird durch den eingebetteten intelligenten Vorhersagemodul der Grad der Schmutzablagerungen und der Art der fehlenden Schaufelteile künstlicher Intelligenz zugeordnet, wodurch ein wissenschaftlicher Beurteilungsgrundlage für entsprechende Maßnahmen geschaffen wird.
Das System verfügt über die Fähigkeit des maschinellen Lernens. Mit der Ansammlung von Betriebsdaten werden die von dem System automatisch generierten Energieeffizienzanalysen und Lebensdauerprognoseberichte genauer, was den Betrieb und die Wartung erheblich erleichtert, den Betrieb der Gaskammer-Turbine effizienter und gesünder macht, die Ausnutzungsrate erhöht und die unplanmäßige Downtime reduziert.
6. TRT-Strömungsleitungs-Optimierungs-Umbaureichweite und -Konformitätsstandard
6.1 TRT-Strömungsleitungs-Umbau gemäß Standards
GBT 28246-2012 "Blastofen-Gas-Energie-Rückgewinnungsturbine"
GBT 26137-2010 "Thermische Leistungsprüfung der Blastofen-Gas-Energie-Rückgewinnungsturbine"
JB/T4365 "Schmierung-, Dichtungs- und Regelöl-System"
JB/T9631 "Technische Anforderungen an Gusseisenbauteile für Dampfturbinen"
JB/T9637 "Technische Anforderungen an Turbinenmontagen"
GB/T7064 "Technische Anforderungen an Turbinentyp-Synchronmotoren"
GB6222 "Nationale Gas-Sicherheitsvorschriften"
YBJ207 "Code for Construction and Acceptance of Metallurgical Machinery and Equipment Installation Engineering" Hydraulik-, Pneumatik- und Schmiersysteme.
Die oben genannte Arbeit soll die neuesten nationalen Standards, technischen Normen und Branchenstandards umsetzen.
6.2TRT Durchflussumwandlung und Lieferumfang
Gemäß dem TRT-Einheitstyp des Benutzers und den tatsächlichen Bedingungen seit Inbetriebnahme umfasst die Optimierung und Umwandlung des Durchflusses Folgendes:
a). Ersetze alle statischen Schaufeln der beiden Stufen;
Die Statorblattentwicklung durchführt mehrere Berechnungsrunden, insbesondere für das Eintritts-R, welches sich an das breite Variationsspektrum des Eingangswinkels anpasst und eine hohe Effizienz unter verschiedenen Betriebsbedingungen sicherstellt, sowohl vor als auch nach dem Entwurfspunkt.
b). Ersetze die Lagerröhre;
Das Zylinderlagermaterial ist QT400-15A, und die Mittelposition kann strukturell angepasst werden, um Fertigungsausfallungen auszugleichen und die Übereinstimmung zwischen dem Mittelpunkt der Hülle und dem Mittelpunkt des Rotors sicherzustellen. Dadurch wird eine kleine und gleichmäßige Spalte zwischen den Schaufeln und der Zylinderwand gewährleistet, was Zuverlässigkeit und Effizienz erhöht.
c). Ersetzen Sie alle beweglichen Schaufeln der beiden Stufen;
Die Schaufel weist eine hervorragende aerodynamische Leistung auf und hat die Eigenschaften von keiner Staubsammlung und keinem Verstopfen. Die Struktur erfüllt die Anforderungen an Stärke und Vibration. Die Rotorblätter bestehen aus hochfestem, hitzebeständigem Edelstahl. Der Zapfen verwendet einen fichtenbaumförmigen Hochfestigkeitsdesign, um die Ermüdungslebensdauer der Schaufel zu gewährleisten. Alle beweglichen Schaufeln werden auf Frequenz getestet und für Wartungszwecke dokumentiert.
d). Ersetzen Sie den Rotor (Primärschaft);
Die Hauptwelle verwendet eine Hochfestigkeitslegierungsstahl 25CrNiMoV Ganzfertigung, um sicherzustellen, dass die Kristallstruktur, die physikalischen und mechanischen Eigenschaften des Materials den Anforderungen des TRT-Betriebs vollständig entsprechen, und der Rotor unterliegt einem dynamischen Ausgleichstest.
e). Dichtung der beweglichen und stationären Schaufeln;
Die Computersoftware wird verwendet, um die Arbeitsumgebung zu simulieren, die Verformung und Verschiebung der Schaufel in jedem erforderlichen Zustand streng zu berechnen, die Spaltlücken an der Schaufelspitze und am Schaftansatz zu optimieren, die Luftdurchflussverluste zu reduzieren und die Strömungseffizienz zu verbessern.
| Seriennummer | Name | Modell\/Typ | Menge\/Einheit | Anmerkungen |
| 1 | Erster Stator | Material 17-4PH | 1 Set | |
| 2 | Erster Rotor | Material 2Cr13 | 1 Set | |
| 3 | Sekundärer Stator | Material 2Cr13 | 1 Set | |
| 4 | Zweiter Stufenrotor | Material 2Cr13 | 1 Set | |
| 5 | Rotorwelle | 25CrNiMoV | 1 Set | Dichtung mit Wellenende |
| 6 | Lagerzylinder (oben und unten) und Zubehör Führungsring | QT400-15A | 1 Set | Einschließlich Antriebszubehör |
| 7 | BPRT/TRT Intelligents System für Online-Energieeffizienzanalyse und Lebensdauermanagement | TELM+System | 1 Set | Hostcomputer, Display |
| MPG9.2-280.6/180 TRT-Einheit Flussoptimierungstransformation Lieferumfang | ||||
7.TRT-Transformationsablauf und Zyklus
Vollenden Sie innerhalb von 6 Monaten nach Unterzeichnung des TRT-Optimierungsmodifikationsvertrags mit dem Benutzer alle Modifizierungsarbeiten, und die vor Ort durchgeführten Modifikationen und Installationen, die wirklich den Betrieb der TRT beeinträchtigen, sollten normalerweise nicht länger als 10 Tage dauern.
8.Massnahmen und Vorteile der Schaufellebensdauererweiterung
Für TRT-Einheitenbenutzer mit hoher Staubbelastung und kurzer Schaufellebensdauer kann das Upgrade des Schaufelmaterials (17-4PH) und das Aufsprühen einer keramischen Beschichtung auf die Oberfläche die Schaufellebensdauer erheblich verlängern (mehr als doppelt so lange Lebensdauer), den Wartungszyklus verlängern und die Wartungsarbeit reduzieren.
Das 17-4PH-Material (0Cr17Ni4Cu4Nb) ist eine durch Niederschlag gehärtete martensitische Edelstahlart, die aus Kupfer und Niob/Columbium besteht und eine hohe Festigkeit, Härte und gute Korrosionsbeständigkeit aufweist. Nach der Wärmebehandlung sind die mechanischen Eigenschaften des Produkts vollkommener, die Zugfestigkeit beträgt bis zu 890~1030 N/mm². Das Produkt weist eine gute Korrosionsbeständigkeit gegenüber Säuren oder Salzen auf und übertrifft dabei 2Cr13 in der Leistung.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| Steifigkeit | 277~311HB | 217~269HB |
| Dehnfestigkeit | 900~970mpa | 690mpa |
| Fließgrenze | 760~900mpa | 490mpa |
| Tabelle 3 Vergleich der Material Eigenschaften von Klingen 17-4PH/2Cr13 | ||
Gemäß der speziellen Arbeitsumgebung der TRT-Einheitenschienen wurde der Sprühprozess anpassungsfähig verbessert und die Plasmabeschichtungstechnologie für keramische Materialien wurde auf die Oberflächenkorrosionsschutz von TRT-Schwingen angewendet. Die Plasmabeschichtung ist ein Prozess, bei dem sich das geschmolzene Material durch Hochtemperaturplasma auflöst und dann die geschmolzenen Materialpartikel mittels Hochgeschwindigkeitsgas auf die Oberfläche der Bauteile gepresst werden, um eine Beschichtung zu bilden. Die Dicke der keramischen Beschichtung beträgt 0,35 mm. Unter der Voraussetzung, dass eine gute pneumatische Strömungseffizienz und die Schwingfestigkeit gewährleistet sind, weist sie auch eine exzellente Wärme- und Abschilferfassung auf. Die Oberflächenrauheit der Beschichtung ist gering. Die Oberflächenrauheit der behandelten Keramik kann 0,7 μm erreichen, was sehr glatt ist. Wenn in Kombination mit einem Skalensuppressor eingesetzt, ist die Lebensdauererweiterung der Schaufeln offensichtlich. Die Praxis vieler TRT-Nutzer zeigt, dass die TRT-Schaufeln dieses Verfahrens eine gute Verschleiß- und Korrosionsbeständigkeit aufweisen.

Nach 7 Monaten Betrieb

Das Schneidmaterial der Einheit ist für 7 Monate verbessert (beschichtet)
Durch die Anwendung der oben genannten Lebensdauerverlängerungstechnologie wird die Wartungsperiode der Klingen auf 1,5-2 Mal des ursprünglichen Lebens erwartet verlängert, wodurch die Wartungshäufigkeit reduziert, die Wartungskosten gespart und der Verlust der Energieeinsparungsvorteile bei Stillstand verringert wird.
9. Qualitätsicherung und Leistungsstandardsicherung
Sicherstellen, dass die Optimierung und Umwandlungstechnologie des Strömungskanals der Dampfturbine (TRT) fortschrittlich, sicher und zuverlässig ist und ähnliche Anwendungseigenschaften aufweist;
Sicherstellen der Qualität der gelieferten Teile, Durchführung notwendiger Inspektionen und Tests an allen Teilen vor der Lieferung und Sicherstellen, dass das gesamte Design und die Fertigung den Anforderungen der relevanten Vorschriften entsprechen; Die verwendeten Materialien sind alle qualifizierte Materialien und entsprechende Materialqualifikationszertifikate können bereitgestellt werden;
Nach der Installation und dem Debugging erreichen die gelieferten Teile die Sicherheit und Zuverlässigkeit, die von der Norm verlangt werden, und erfüllen den Leistungszielwert der Durchflussmodifikation:
Nach der Optimierung und Umwandlung des TRT-Durchflusses, gemäß der von beiden Parteien vereinbarten Leistungsbewertungsübersicht, beträgt unter den im Vertrag festgelegten Betriebsbedingungsparametern die garantierte Erhöhung der TRT-Kraftwerksleistung mehr als 892 kW.
10 Nachverkaufs-Service
10.1 Standortdienst für TRT-Umbau
Bieten Sie den Benutzern eine effiziente und hochwertige Nachverkaufs-Service an, weisen qualifizierte und erfahrene Servicemanager zu, berichten regelmäßig über den Fortschritt der Renovierungsprojektimplementierung, liefern die für die Renovierung benötigten Teile gemäß dem Abkommen und ordnen professionelle technische Service-Mitarbeiter/Teams zur Verantwortung für die vor Ort stattfindende Installation, Inbetriebnahme und andere technische Service-Projekte zu. Nach der pünktlichen Inbetriebnahme und Bewertung der renovierten Einheit wird innerhalb der Garantieperiode von einem Jahr kostenlose technische Unterstützung angeboten.
10.2 Langfristiger TRT-Wartungsdienst
Ein Wartungsteam, bestehend aus Turbineningenieuren und Fachleuten, bietet normalerweise Wartungsleistungen an, einschließlich:
Öffnen des Zylinders zum Reinigen des Rotors; Reparieren oder Austauschen beweglicher Schaufeln; Reparieren der abgenutzten Teile des Rotorhubs; Austauschen aller Dichtungselemente auf der Achse; Wälzlagerraumerneuerung,
Der Hauptwellenwälzlager, das Schubrad und der Schaufelwurzelgraben müssen einer Farbflächenprüfung unterzogen werden.
Entfernung von Rost, Prüfung auf Verformungen und Reparatur verschleister Teile des Lagerzylinders;
Reparatur oder Austausch der festen Schaufeln, Austausch der Lager der festen Schaufeln und anderer Zubehörteile;
Nach der Reparatur des Rotors wird eine Hochgeschwindigkeits-Werbung bei einer Geschwindigkeit von 3000 min⁻¹ durchgeführt.
Prüfen des Spalts zwischen beweglichen und stehenden Schaufeln;
Dichtungsstreifen des Zylinderlagers und Positionierungspins, die für die Feldinstallation benötigt werden;
TRT-Dienstleistungen, die von anderen Kunden benötigt werden
10.3 Langfristige Bereitstellung von Ersatzteilen wie Schaufeln
Verfügt über die Fähigkeit zur Herstellung und Fertigung von Schaufeln und hat einen Lagerbestand an Schaufel-Ersatzteilen. Konventionelle Schaufeln können dringende Bedürfnisse der Kunden decken.
11. relevante Anhänge
Liste der wichtigsten Verarbeitungs- und Fertigungsanlagen
| Gerätetyp | Modell | Kapazität | Gewicht des Werkstücks | Anzahl | Herkunftsland |
| XxYxZ | (kg) | (Set | |||
| Horizontales Wälzfräszentrum (vier Achsen) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Korea |
| Vertikales Wälzfräszentrum (fünf Achsen) | XHK800 | 1250 x400 x400 | 1000 | 1 | China |
| Vertikales Wälzfräszentrum (fünf Achsen) | HL5001A | Φ800 x320 | 1000 | 1 | China |
| Hochgeschwindigkeits-fertigungszentrum (vier Achsen) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800/1600 | 6 | Haas, USA |
| Vertikales Fertigungszentrum (vier Achsen) | VM1300A | 1300 x650 x710 | 1500 | 2 | China |
| Vertikales Fertigungszentrum (vier Achsen) | BV100 | 1050 x510 x560 | 700 | 2 | China |
| Laser-Schichtauftragsystem | RC-LCD-800W | Fixierbar/beweglich | 1500/30000 | 1 | China |
| Stellite-Schweißsystem/Hochfrequenz-Auflöschungssystem | GGC-80-2 | 1500 x500 x500 | 500 | 1 | China |
| Schleifgürtel-Schleif-/Poliermaschine | 2M5430 | Φ200 x50 | 50 | 12 | China |
Numerische Steuerung Werkzeuggruppe

Laser-Schichtauftragsystem

Stellite-Schweißsystem/Hochfrequenz-Auflöschungssystem

Rotor-Montage- und Wartungsgerät


Schleifband-Schleif- und Poliermaschinen Gruppe



| Gerätetyp | Modell | Messbereich | MENGE | Herkunftsland | |
| XxYxZ | (Taiwan) | ||||
| Koordinatenmessmaschine | X08107 | 800x1000x700 | 1 | Wenze, Deutschland | |
| 50x Projektor | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Messwerkzeug | E238 | Φ280 x380 | 1 | ELBO, Italien | |
| Rauheitsmessgerät | SJ-210 | 1 | MITU, Japan | ||
| Frequenztestsystem | FSA-C | 200-1200 | 1 | Xi'an Jiaotong Universität | |
| Brinell-Härteprüfgerät | HB-300B | 1 | Beijing era | ||
| Nichtzerstörndes Prüfgerät | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Spektrumanalysator | WX-5 | 1 | Tianjin jinfei | ||
 |  | ||||
| Koordinatenmessmaschine | 50x Projektor | ||||
 |  | ||||
Messwerkzeug | Rauheitsmessgerät | ||||
 |  | ||||
Magnetpartikel-Prüfgerät | Magnetpartikel-Prüfgerät | ||||
11.1 Kundenliste
Lieferant der Hauptturbine
Shaanxi Blower (Group) Co., Ltd.
Chengdu Engine (Group) Co., Ltd.
Nanjing Turbine Motor (Group) Co., Ltd.
Harbin Dampfturbinenfabrik Co., Ltd.
Dongfang Dampfturbine Co., Ltd.
Beijing North Heavy Duty Truck Motor Co., Ltd.
……
Endkunde
Hebei Iron and Steel Co., Ltd.
Shandong Iron and Steel Group Co., Ltd.
Jiangsu Shagang Group Co., Ltd.
Lianfeng Steel (Zhangjiagang) Co., Ltd.
Changzhou Zhongtian Steel Group Co., Ltd.
Gansu Jiugang Group Company
China Datang Group Corporation
China Resources Electric Power Holding Co., Ltd.
……
11.2 Erfahrung
Demontage und Reparatur des 6# Rotorlagers Stahl von Zhongtian Steel
Reparatur des 10# Rotors von Zhongtian Iron and Steel Company durch Demontage und Montage des Lagerstahls
Der 7#BPRT-Rotor von Zhongtian Steel wird demontiert und die Schaufeln werden ausgetauscht, Reparatur des Rotorlagerzylinders
Demontage des 2#TRT-Rotors und Austausch der gesamten dynamischen und statischen Schaufeln sowie Laserbeschichtung des Rotorlagerzylindersdichtungen bei der Shagang Group Huasheng Eisenhütte
Demontage des 7#TRT-Rotors und Austausch der gesamten dynamischen und statischen Schaufeln bei der Shagang Group Huasheng Eisenhütte
Fertigung, Montage und Inbetriebnahme der Gleitöl-Pumpe Dampfturbine von CSIC
Demontage und Überholung des Rotorlagerzylinders der Tangshan Ruifeng Steel MPG9.7BPRT
Rotor-Montage der 18MW Industriedampfturbine des ersten Koksereibetriebs von Shagang
Demontage und Montage der Schaufeln des 25MW Hochtemperatur-Hochdruck-Dampfturbinenrotors der Shandong Huantai Thermoelektrik
Demontage und Reparatur des TRT-Rotors der 3200-Blastofen bei Jinan Steel
Zerlegung und Zusammenbau des letzten Stufenrotors der Changqiang-Stahl-Turbine
Zerlegung und Austausch der Schaufeln des 3#TRT-Rotors bei Jiuquan Steel
Abbildung und Fertigung der Zerlegungs- und Montageschaufeln für den TRT-Rotor der „MAN Turbine“ bei Benxi Steel
Optimierung des Niederdruckrotors der Datang Baoding Thermoelektrischen 8#9#125MW-Dampfturbine
Optimierung der 50MW-Kombikreis-Dampfturbine bei Jining Jinwei
Optimierung der 50MW-Kombikreis-Dampfturbine im Beian-Kraftwerk
Rekonstruktion der 100MW-Dampfturbine im Hulinhe-Kraftwerk
Optimierung der Rotorblätter der 25MW-Dampfturbine bei Lianfeng Steel
Optimierung der Rotorblätter des 3#BPRT bei Lianfeng Steel
Optimierung der Rotorblätter des 6#TRT bei Lianfeng Iron and Steel Company
Optimierung der 4#BPRT-Rotorblätter bei Lianfeng Stahl
Optimierung der 7#TRT-Rotorblätter bei Lianfeng Eisen und Stahl GmbH
11.3 Verwandte Fotos





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN

