
Brochure produit :TÉLÉCHARGER
Table des matières
1. Aperçu de l'unité TRT
2. Analyse de l'exploitation actuelle de l'unité TRT
3. Technologie avancée et méthode de conception pour l'optimisation et la transformation du passage de fluide TRT
4. Résultat d'optimisation du passage de fluide TRT
5. Système d'Intelligence de Gestion en Ligne pour l'Analyse de l'Efficacité Énergétique et de la Durée de Vie des Turbines à Gaz de Four à Coke
6. Optimisation et portée de la transformation du passage de flux TRT et conformité aux normes
6.1. Transformation de Flux TRT Suivant les Normes
6.2. Transformation de Flux TRT et Portée de l'Offre
7. Workflow et Cycle de Transformation TRT
8. Mesures pour prolonger la durée de vie des pales et avantages
9. Assurance Qualité et Conformité des Performances
10. service après-vente
10.1. Service sur Site pour la Transformation TRT
10.2. Service de Maintenance TRT à Long Terme
10.3. Approvisionnement à long terme de pièces de rechange telles que des lames
11. Annexe pertinente
1. Présentation de l'unité TRT
* * * * * * * * * * * La haut-fourneau de 1250m3 de l'entreprise (ci-après dénommé « * * * * * * Acier ») adopte une épuration à sacs sèche, et son groupe turbo TRT de haut-fourneau utilise la pression résiduelle du gaz de sommet du haut-fourneau pour produire de l'électricité, apportant d'importants avantages économiques à l'entreprise.
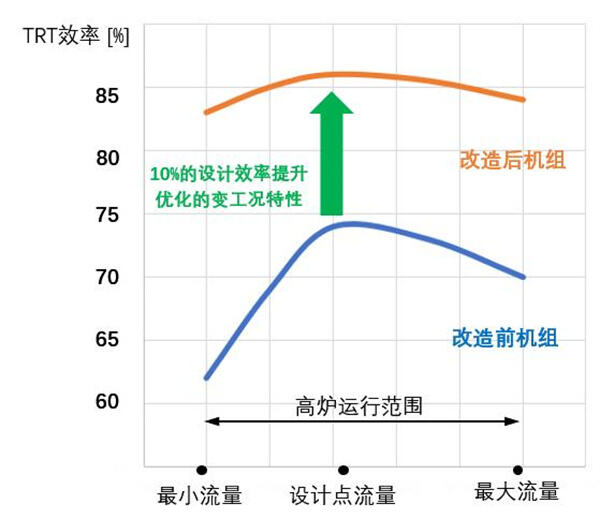
L'unité TRT a été conçue et fabriquée par Xi'an Shangu Power Co., Ltd., utilisant les technologies Mitsui et Sulzer introduites dans ses premières années. Le numéro de modèle est MPG9.2-280.6/180. Comparé aux technologies TRT les plus avancées des pays développés, il existe encore un grand écart entre les indices de performance des unités TRT nationales, qui se reflète dans l'efficacité du passage de fluide. Les unités nationales restent dans une plage de 65 % à 75 %, nettement inférieure au niveau international avancé de 84 à 92 %. Par conséquent, il est nécessaire d'optimiser le passage de fluide des unités TRT en exploitation.
Nous intégrons la technologie de conception la plus avancée des passages d'écoulement turbine TRT d'Allemagne et du Japon et l'appliquons aux unités TRT actuellement en service en Chine, ce qui peut considérablement améliorer l'efficacité TRT, c'est-à-dire que sous le débit gazeux, la pression, la température et les paramètres de composition existants, la puissance générée par l'unité augmentera de 10% à 20%, créant davantage de bénéfices économiques et contribuant à la conservation de l'énergie et à la réduction des émissions.
| Projets | Unité | Point de fonctionnement | |
| point de conception | Point maximum | ||
| Pression atmosphérique locale | KPa(A) | 100 | |
| Vitesse de la turbine | tr/min | 3000 | |
| Débit gazeux à l'entrée de la turbine | 10 000 Nm3/h | 245000 | 270000 |
| Pression gazeuse à l'entrée de la turbine | KPa(G) | 180 | 200 |
| Température du gaz d'entrée de la turbine | ℃ | 180 | 230 |
| Pression du gaz à la sortie de la turbine | KPa(G) | 10 | 10 |
| Série de la turbine | - | 2 | 2 |
| Puissance de la turbine | KW | 7230 | 9200 |
Tableau 1 Paramètres de conception originaux du TRT | |||
analyse actuelle de l'exploitation de l'unité TRT
D'après les enregistrements historiques d'exploitation, l'analyse de l'exploitation de l'unité un certain jour (comme le montre la fig. 1) indique que, avec les fluctuations du débit d'entrée, la valeur réelle de l'efficacité opérationnelle de l'unité est comprise entre 60 % et 75 %.
Fig. 1 État de fonctionnement de l'unité TRT un certain jour (efficacité et débit d'entrée)
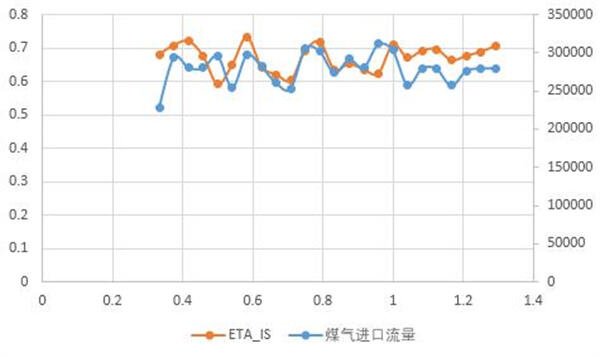
Fig. 2 Enregistrement de l'état de fonctionnement de l'unité TRT un certain jour
L'analyse de la capacité de débit au point de fonctionnement de ce type d'unité est la suivante :
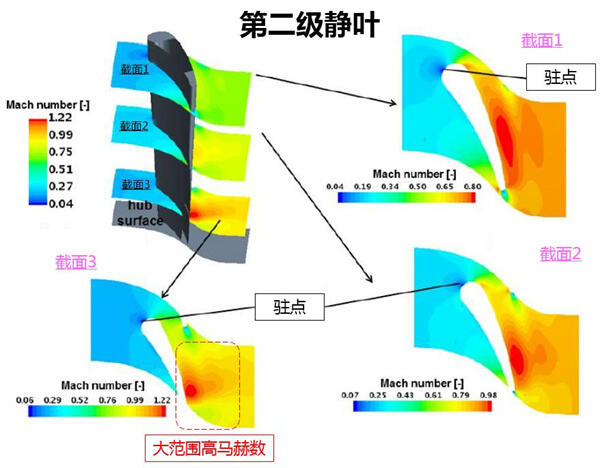
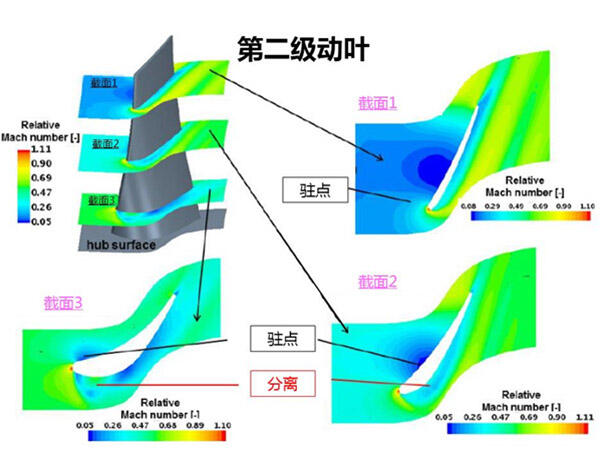
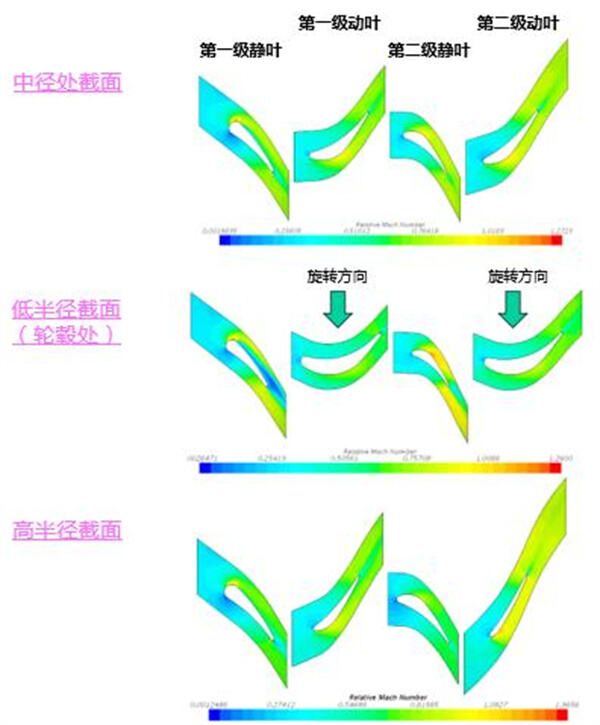
Fig. 3 distribution du nombre de Mach de ce type d'unité avant la modification de l'écoulement
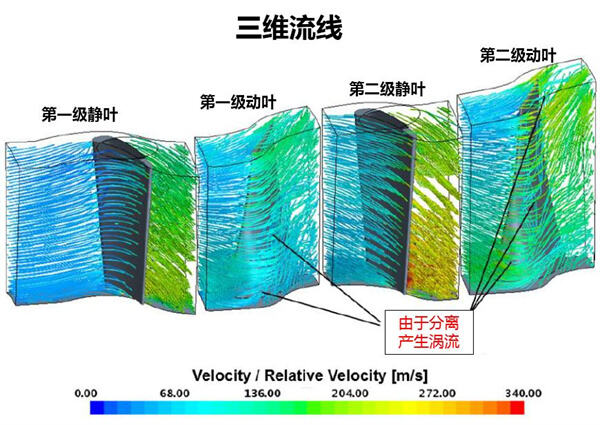
Fig. 4 distribution de la vitesse de ce type d'unité avant la modification de l'écoulement
À travers l'analyse du champ de flux CFD tridimensionnel, il apparaît que la conception aérodynamique des pales statiques et mobiles de ce type d'unité est relativement arriérée, et qu'il existe de nombreux problèmes dans la distribution de l'écoulement d'air : distribution non raisonnable de la vitesse et des angles, écoulement séparé et profil arriéré. Comme le montre la fig. 4, le point de stagnation de la pale rotorique de la deuxième étape s'écarte de l'avant-bord et se trouve à l'extrémité avant de la surface de pression. Il y a une perte d'angle d'impact évidente. La région de haute vitesse de la surface aspirante augmente les pertes de flux. Des phénomènes de séparation évidents se produisent sur les surfaces aspirantes des pales rotoriques de la première et de la deuxième étape, entraînant des pertes de vortex et un champ de flux interne instable. Tous ces facteurs ont conduit à une faible efficacité de flux et le passage de flux doit être optimisé.
3. Technologie avancée et méthode de conception pour l'optimisation et la reconstruction du passage de flux TRT
4. Résultats de l'optimisation du passage de flux TRT
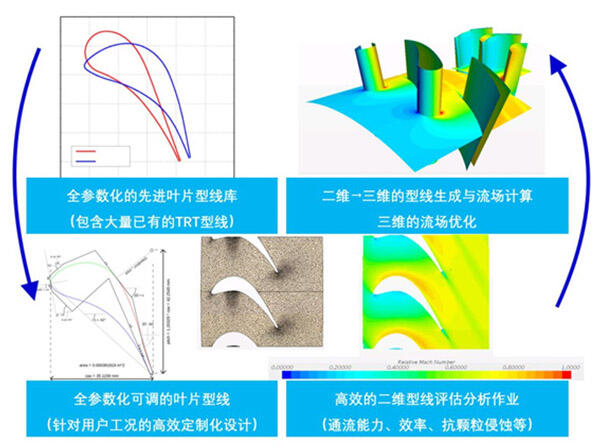
Le design d'optimisation du flux suit le processus d'analyse et de conception mentionné ci-dessus. Tout d'abord, des calculs et évaluations macro (unidimensionnels, bidimensionnels) et micro (CFD tridimensionnel) sont effectués sur l'unité actuelle pour analyser les problèmes aérodynamiques du design de cette unité. Ensuite, en combinant le concept avancé de conception aérodynamique réactive de la turbine, l'agencement du flux (unidimensionnel), le contrôle tourbillonnaire du flux (bidimensionnel), la forme de la pale et l'accouplement de l'étage sont progressivement approfondis et optimisés, aboutissant finalement à une solution fiable de conception aérodynamique.
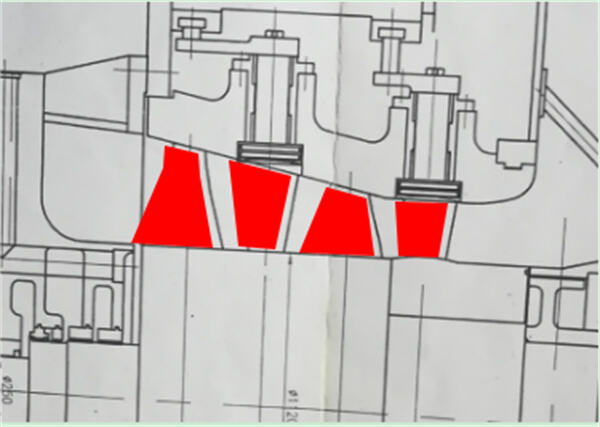
Fig. 5 conception originale du flux dans le plan méridien
Conception de la hauteur et de l'angle du canal méridien ;
- Optimisation de la distribution de vitesse axiale ; - Le meilleur ratio d'allongement de la pale ; - Réduction des pertes de décalage ;
Optimisation de l'espacement des pales :
- Réduction des pertes de flux secondaire et des pertes de sillage ;
Réconception du contrôle tourbillonnaire radial ;
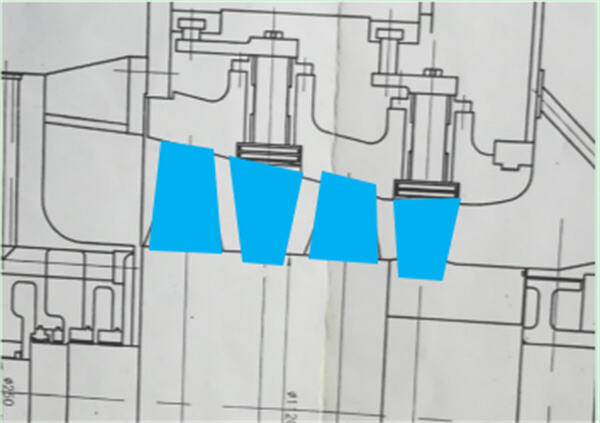
Fig. 6 conception du flux dans le plan méridien et agencement des pales après optimisation de la conception unidimensionnelle et bidimensionnelle
Grâce à une conception en une et deux dimensions, on peut obtenir une conception plus raisonnable du passage d'écoulement du plan méridien, ce qui rend la distribution de l'écoulement d'air plus uniforme, ainsi que la distribution de la chute d'enthalpie à tous les niveaux et le réglage du degré de réaction tendent à être raisonnables. Le rapport d'allongement de la pale, la course relative et d'autres paramètres géométriques clés affectant l'aérodynamisme se trouvent dans l'intervalle optimal. En combinant des technologies avancées de profil et de contrôle de vortex, la plupart des problèmes de la conception aérodynamique originale peuvent être surmontés.
En utilisant les méthodes d'optimisation décrites ci-dessus, les résultats suivants du champ tridimensionnel
d'écoulement ont été obtenus avec les mêmes paramètres d'entrée
Fig. 7 distribution du nombre de Mach après optimisation de l'écoulement pour des unités du même type
Comme on peut le voir sur la figure ci-dessus, la perte d'angle d'impact est évidemment réduite après optimisation, et le décalage de la position du point de stagnation est corrigé. Il n'y a plus de séparation de flux sur les pales du rotor, et la distribution du flux dans les pales du stator de la deuxième étape est également améliorée. En général, la conception optimisée rend la distribution du champ de flux plus uniforme et raisonnable à la fois dans les directions axiale et radiale, réduit la séparation du fluide, les pertes de flux secondaire, les pertes d'angle d'impact et les pertes d'échappement, et améliore considérablement l'efficacité globale.
La pale en deux étapes optimisée est conçue avec un type purement réactif, et l'accord entre le coefficient de charge et le degré de réaction est proche de la valeur idéale, ce qui réduit considérablement la perte de vitesse résiduelle et améliore l'efficacité du diffuseur d'échappement.
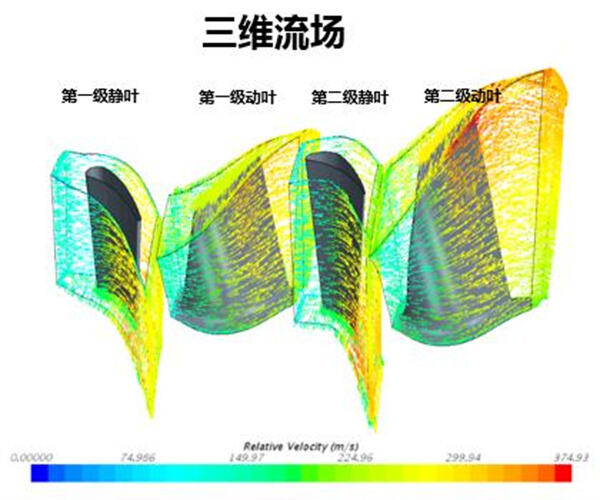
Fig. 8 distribution de vitesse après optimisation du flux pour des unités du même type
| Projets | Unité | Point de fonctionnement |
| Pression atmosphérique locale | KPa(A) | 101.325 |
| Vitesse de la turbine | tr/min | 3000 |
| Débit gazeux à l'entrée de la turbine | 10 000 Nm3/h | 24.5 |
| Pression gazeuse à l'entrée de la turbine | KPa(G) | 180 |
| Température du gaz d'entrée de la turbine | ℃ | 180 |
| Pression du gaz à la sortie de la turbine | KPa(G) | 10 |
| Série de la turbine | - | 2 |
| Efficacité du flux turbine | % | 86.0 |
| Puissance de la turbine | KW | 8122 |
| Tableau 3 Résultats de l'optimisation du flux TRT | ||
Il ressort de ce qui précède que, après optimisation, l'efficacité interne du passage de fluide atteint 86,0 %, avec une augmentation de plus de 10 %. Sous les mêmes conditions d'entrée (débit, pression, température, composition, etc.), la puissance de sortie augmente de 892 kW ; en comparaison avec la valeur de conception de 7230 kW. Selon le prix moyen de l'électricité industrielle de 0,65 yuan par kilowatt-heure et une utilisation annuelle de 8000 heures, l'augmentation annuelle de production d'électricité est de 7,316 millions de kilowatt-heures et le bénéfice de production d'électricité est de 4,638 millions de yuans.
Les performances de l'unité TRT sous conditions variables (charge partielle et charge de pointe) sont considérablement améliorées, et la courbe d'efficacité est relativement plate par rapport à l'originale dans une plage de charge variable plus large, permettant ainsi à l'unité TRT dans son ensemble de rester dans un état de fonctionnement optimal et haute performance.
La durée de vie des pales TRT est prolongée, l'intervalle entre les périodes d'entretien est allongé, et le volume de travail d'entretien est réduit.
Les problèmes de vibration importante des pales, de température élevée des patins à poussée et autres du groupe sont résolus, améliorant ainsi la sécurité et l'usabilité du groupe.
5.Système de Gestion Intelligente pour l'Analyse En ligne de l'Éfficacité Énergétique et de la Durée de Vie de la Turbine de Haut Fourneau
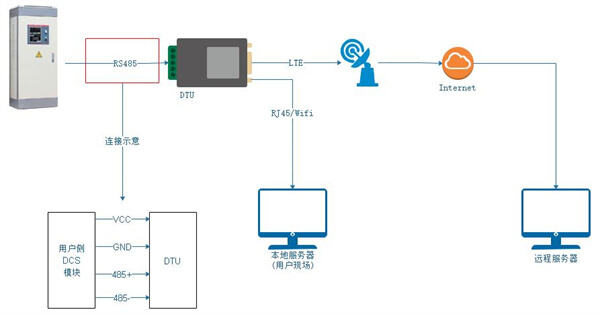
Cette solution inclut également un ensemble de "système intelligent pour l'efficacité énergétique en ligne et la gestion de la durée de vie de la turbine à gaz de haut-fourneau" (système TELM+). Ce système peut non seulement analyser en ligne et en temps réel l'indice d'efficacité énergétique de la turbine à gaz, mais il génère également une grande quantité de données pour les opérations. Grâce à l'algorithme intelligent du système et à son propre système expert, des suggestions d'optimisation des opérations sont fournies afin que l'unité fonctionne dans une zone de plus haute efficacité. Cependant, pour le type d'accumulation de poussière sur les pales et l'érosion manquante des pales, grâce au module de prédiction intelligente intégré, le degré d'accumulation de poussière sur les pales et le type de pales manquantes sont donnés par intelligence artificielle, offrant une base de jugement scientifique pour prendre des mesures appropriées.
Le système possède la capacité d'apprentissage automatique. Avec l'accumulation des données d'exploitation, les rapports d'analyse d'efficacité énergétique et de prédiction de durée de vie générés automatiquement par le système deviennent plus précis, ce qui facilite considérablement l'exploitation et la maintenance, rendant l'exploitation du turbine à gaz de haut-fourneau plus efficace et saine, améliorant le taux d'utilisation et réduisant les heures d'arrêt non planifiées.
6. Portée de la transformation d'optimisation du passage de flux TRT et norme de conformité
6.1 Transformation du flux TRT suivant les normes
GBT 28246-2012 "Turbine Étendue de Récupération d'Énergie du Gaz de Haut-Fourneau"
GBT 26137-2010 "Essai de Performance Thermique de la Turbine Étendue de Récupération d'Énergie du Gaz de Haut-Fourneau"
JB/T4365 "Système d'huile de Lubrification, de Sceau et d'Ajustement"
JB/T9631 "Conditions Techniques pour les Pièces en Fonte de Fer des Turbines à Vapeur"
JB/T9637 "Conditions Techniques pour l'Assemblage de Turbine"
GB/T7064 "Exigences Techniques pour les Moteurs Synchrone de Type Turbine"
GB6222 "Réglementations Nationales de Sécurité Gazière"
YBJ207 "Code pour la construction et l'acceptation de l'installation des machines et équipements métallurgiques" Systèmes hydrauliques, pneumatiques et de lubrification.
Le travail susmentionné mettra en œuvre les derniers standards nationaux, normes techniques nationales et normes sectorielles.
6.2TRT Transformation d'écoulement et périmètre de fourniture
En fonction du modèle de l'unité TRT de l'utilisateur et de la situation réelle depuis sa mise en service, l'optimisation et la transformation du passage d'écoulement incluent ce qui suit :
a). Remplacer toutes les aubes fixes des deux étages ;
La conception des aubes statiques effectue plusieurs calculs, notamment pour le rayon R de l'arête d'entrée, qui s'adapte à la large variation de l'angle d'incidence à l'entrée et garantit une efficacité élevée sous diverses conditions de fonctionnement avec une plage étendue avant et après le point de conception.
b). Remplacer le carter de roulement ;
Le matériau des roulements de cylindre est le QT400-15A, et la position centrale peut être ajustée structurellement pour compenser les erreurs de fabrication et garantir la coïncidence entre le centre de la coque et le centre du rotor, ce qui assure un petit et uniforme écartement entre les lames et le mur du cylindre, améliorant ainsi la fiabilité et l'efficacité.
c).Remplacer toutes les lames mobiles des deux étages ;
La lame présente d'excellentes performances aérodynamiques et possède les caractéristiques de non accumulation de poussière et de non obstruction. La structure est conçue pour répondre aux exigences de solidité et de vibration. La lame du rotor est fabriquée en acier inoxydable résistant à haute température et à haute résistance. L'emboîture adopte un type arbre de sapin haute résistance pour garantir la durée de vie en fatigue de la lame. Toutes les lames mobiles sont testées en fréquence et enregistrées pour référence lors des interventions de maintenance.
d).Remplacer le rotor (arbre principal) ;
L'arbre principal adopte une forge intégrale en acier allié de haute résistance 25CrNiMoV pour garantir que la structure cristalline, ainsi que les propriétés physiques et mécaniques du matériau, répondent pleinement aux exigences de fonctionnement du TRT, et le rotor est soumis à un test d'équilibrage dynamique.
e). Étanchéité des lames mobiles et statiques ;
Un logiciel informatique est utilisé pour simuler l'environnement de travail, calculer strictement la déformation et le déplacement de la lame dans chaque état requis, optimiser les écarts au niveau de l'extrémité et de la base, réduire les pertes dues aux fuites d'air et améliorer l'efficacité du flux.
| Numéro de série | Nom | Modèle/spéc. | Quantité/Unité | Remarques |
| 1 | Stator de première étape | Matériau 17-4PH | 1 Ensemble | |
| 2 | Rotor de première étape | Matériau 2Cr13 | 1 Ensemble | |
| 3 | Stator secondaire | Matériau 2Cr13 | 1 Ensemble | |
| 4 | Rotor de deuxième étape | Matériau 2Cr13 | 1 Ensemble | |
| 5 | axe rotor | 25CrNiMoV | 1 Ensemble | Joint avec l'extrémité de l'arbre |
| 6 | Cylindre de roulement (haut et bas) et accessoires Anneau guide | QT400-15A | 1 Ensemble | Y compris les accessoires de commande |
| 7 | Système BPRT/TRT Intelligent pour l'analyse en ligne de l'efficacité énergétique et la gestion de la durée de vie | Système TELM+ | 1 Ensemble | Ordinateur hôte, affichage |
| Optimisation de l'Unité TRT Flow MPG9.2-280.6/180 - Transformation de l'offre d'alimentation | ||||
7.Procédé de transformation TRT et cycle
Terminer tout le travail de modification dans un délai de 6 mois à compter de la signature du contrat de modification d'optimisation TRT avec l'utilisateur, et les modifications et installations sur site qui affectent réellement le fonctionnement de la TRT ne doivent généralement pas dépasser 10 jours.
8.Mesures et avantages de l'allongement de la durée de vie des pales
Pour les utilisateurs d'unités TRT ayant une teneur en poussière élevée et une durée de vie des pales courte, le renforcement du matériau des pales (17-4PH) et le dépôt d'un revêtement céramique sur la surface peuvent considérablement prolonger la durée de vie des pales (plus que doubler la durée de vie), allonger l'intervalle du cycle de maintenance et réduire la charge de travail de maintenance.
le matériau 17-4PH (0Cr17Ni4Cu4Nb) est un acier inoxydable martensitique durci par précipitation, composé de cuivre et de niobium/columbium. Il présente une grande résistance, une dureté élevée et une bonne résistance à la corrosion. Après traitement thermique, les propriétés mécaniques du produit sont plus parfaites, avec une résistance à la traction pouvant atteindre 890~1030 N/mm2. Le produit offre une bonne résistance à la corrosion face aux acides ou aux sels, surpassant ainsi le 2Cr13.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| raideur | 277~311HB | 217~269HB |
| résistance à l'extension | 900~970mpa | 690mpa |
| résistance à la traction | 760~900mpa | 490mpa |
| Tableau 3 Comparaison des propriétés de matériaux des pales 17-4PH/2Cr13 | ||
En fonction de l'environnement de travail particulier des pales de l'unité TRT, le processus de pulvérisation a été amélioré de manière adaptative et la technologie de pulvérisation plasma céramique a été appliquée à la protection anticorrosion de la surface des pales TRT. La pulvérisation plasma est un procédé dans lequel un matériau fondu est chauffé à haute température par un plasma, puis les particules fondues sont projetées sur la surface des pièces par un gaz à haute vitesse pour former un revêtement. L'épaisseur du revêtement céramique est de 0,35 mm. En assurant une bonne efficacité d'écoulement pneumatique et une résistance des pales, il présente également une excellente résistance aux chocs thermiques et à l'arrachement. La rugosité de surface du revêtement est faible. La rugosité de surface de la céramique traitée peut atteindre 0,7 μm, ce qui est très lisse. Lorsqu'il est utilisé en combinaison avec un inhibiteur d'encrassement, l'effet de prolongation de la durée de vie des pales est évident. La pratique de nombreux utilisateurs de TRT prouve que les pales TRT de ce procédé présentent une bonne résistance à l'usure et à la corrosion.

Après 7 mois de fonctionnement

Le matériau de la lame de l'unité a été amélioré depuis 7 mois (recouvert).
En adoptant la technologie ci-dessus de prolongation de la durée de vie, la période d'entretien des lames devrait être étendue à 1,5 à 2 fois la durée de vie initiale, réduisant ainsi la fréquence des interventions, économisant les coûts d'entretien et minimisant la perte des avantages d'économie d'énergie liés aux arrêts.
9. Assurance qualité et garantie des normes de performance
Garantir que la technologie d'optimisation et de transformation du passage de fluide de la turbine à gaz (TRT) est avancée, sûre et fiable, avec des performances d'application similaires;
Garantir la qualité des pièces fournies, effectuer les inspections et essais nécessaires sur toutes les pièces avant livraison, et s'assurer que toute la conception et fabrication répondent aux exigences des réglementations pertinentes; les matériaux utilisés sont tous des matériaux qualifiés, et peuvent fournir les documents de certification de qualité correspondants;
Après l'installation et le débogage, les pièces fournies atteignent le niveau de sécurité et de fiabilité requis par la norme et répondent à la valeur cible de performance de modification du flux de passage :
Après l'optimisation et la transformation du flux TRT, conformément au plan d'évaluation des performances convenu entre les deux parties, sous les paramètres de fonctionnement stipulés dans l'accord, l'augmentation de la puissance de production d'électricité TRT est garantie pour être supérieure à 892 kW.
service après-vente 10
10.1 Service sur site pour la rénovation TRT
Fournir aux utilisateurs un service après-vente efficace et de haute qualité, attribuer des responsables de service qualifiés et expérimentés, signaler régulièrement les progrès de la mise en œuvre du projet de rénovation, livrer les pièces nécessaires à la rénovation conformément à l'accord, et organiser du personnel/équipe technique professionnel sur place pour s'occuper de l'installation, de la mise en service et d'autres projets de service technique. Après que l'unité rénovée ait été mise en service et évaluée selon le calendrier prévu, elle fournira des services techniques gratuits pendant la période de garantie d'un an.
10.2 Service de maintenance TRT à long terme
Une équipe de maintenance composée d'ingénieurs en turbines et de professionnels fournit généralement des services de maintenance incluant :
Ouvrir le cylindre pour nettoyer le rotor ; Réparer ou remplacer les pales mobiles ; Réparer les parties usées de l'arbre de rotor ; Remplacer toutes les pièces d'étanchéité sur l'arbre ; Réparation des journaux,
Le journal de l'arbre principal, la plaque de poussée et la rainure de la racine de la pale doivent être soumis à un contrôle par coloration.
Enlèvement de la rouille, inspection des déformations et réparation des parties usées du cylindre d'articulation ;
Réparation ou remplacement des pales fixes, remplacement des roulements des pales fixes et autres accessoires ;
Après la réparation du rotor, un équilibrage dynamique à haute vitesse est effectué à une vitesse de 3000 r/min.
Vérification de l'interstice entre les pales mobiles et statiques ;
Bande de scellement et broches de positionnement du cylindre d'articulation nécessaires pour l'installation sur site ;
Services TRT requis par d'autres clients
10.3 Approvisionnement à long terme en pièces de rechange telles que des pales
Il dispose d'une capacité de production et de fabrication de pales et d'un entrepôt de pièces de rechange pour pales. Les pales conventionnelles peuvent répondre aux besoins urgents des clients.
11. Annexes pertinentes
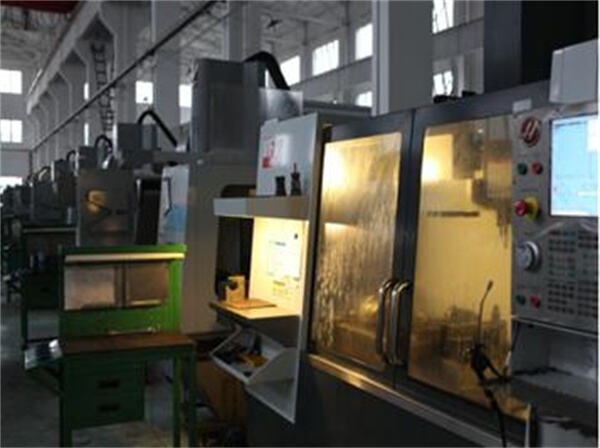
Liste des principaux équipements de traitement et de fabrication
| Type d'appareil | Modèle | capacité | Poids de la pièce à usiner | qté | Lieu d'origine |
| XxYxZ | (kg) | (ensemble | |||
| Centre d'usinage horizontal (quatre axes) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Corée |
| Centre d'usinage vertical (cinq axes) | XHK800 | 1250 x400 x400 | 1000 | 1 | Chine |
| Centre d'usinage vertical (cinq axes) | HL5001A | φ800 x320 | 1000 | 1 | Chine |
| Centre d'usinage vertical haute vitesse (quatre axes) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800\/1600 | 6 | Haas, USA |
| Centre d'usinage vertical (quatre axes) | VM1300A | 1300 x650 x710 | 1500 | 2 | Chine |
| Centre d'usinage vertical (quatre axes) | BV100 | 1050 x510 x560 | 700 | 2 | Chine |
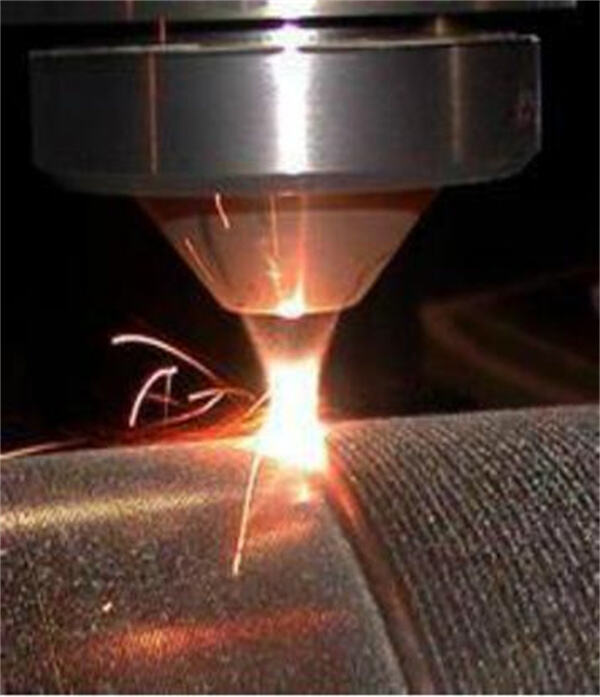
| Système de dépôt par laser | RC-LCD-800W | Fixe/movable | 1500/30000 | 1 | Chine |
| Soudage au Stellite/Système de trempe haute fréquence | GGC-80-2 | 1500 x500 x500 | 500 | 1 | Chine |
| Machine de meulage/polissage à bande abrasive | 2M5430 | φ200 x50 | 50 | 12 | Chine |
Groupe d'outils CNC

Système de dépôt par laser

Soudage au Stellite/Système de trempe haute fréquence

Appareil pour l'installation et l'entretien du rotor


Groupe de machines de meulage et de polissage à bande abrasive



| Type d'appareil | Modèle | autonomie de mesure | Quantité | Lieu d'origine | |
| XxYxZ | (Taïwan) | ||||
| Machine à mesurer par coordonnées | X08107 | 800x1000x700 | 1 | Wenze, Allemagne | |
| projecteur 50x | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Instrument de mesure | E238 | φ280 x380 | 1 | ELBO, Italie | |
| Instrument de mesure de rugosité | SJ-210 | 1 | MITU, Japon | ||
| Système de test de fréquence | FSA-C | 200-1200 | 1 | Université Jiaotong de Xi'an | |
| testeur de dureté Brinell | HB-300B | 1 | Ère de Pékin | ||
| Machine de contrôle non destructif | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Analyseur de spectre | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Machine à mesurer par coordonnées | projecteur 50x | ||||
 |
 |
||||
Instrument de mesure |
Instrument de mesure de rugosité |
||||
 |
 |
||||
Détecteur de défauts à particules magnétiques |
Détecteur de défauts à particules magnétiques |
||||
11.1 Liste des clients
Fournisseur de la turbine principale
Shaanxi Blower (Groupe) Co., Ltd.
Chengdu Engine (Groupe) Co., Ltd.
Nanjing Turbine Motor (Groupe) Co., Ltd.
Harbin Steam Turbine Factory Co., Ltd.
Dongfang steam turbine co., ltd
Beijing North Heavy Duty Truck Motor Co., Ltd.
……
Client final
Hebei Iron and Steel Co., Ltd.
Shandong Iron and Steel Group Co., Ltd.
Jiangsu Shagang Group Co., Ltd.
Lianfeng Steel (Zhangjiagang) Co., Ltd.
Changzhou Zhongtian Steel Group Co., Ltd.
Gansu Jiugang Group Company
China Datang Group Corporation
China Resources Electric Power Holding Co., Ltd.
……
11.2 Expérience
Démontage et réparation de l'engrenage 6# du rotor de l'usine Zhongtian Steel
Réparation du rotor n°10 de l'usine Zhongtian Iron and Steel par démontage et assemblage de l'acier à roulements
Démontage du rotor 7#BPRT de Zhongtian Steel et remplacement des pales, réparation du cylindre à roulements du rotor
Démontage du rotor TRT n°2 du groupe Shagang Huasheng Ferrométallurgie et remplacement complet des pales mobiles et fixes, traitement au laser du cylindre à roulements du rotor
Démontage du rotor TRT n°7 du groupe Shagang Huasheng Ferrométallurgie et remplacement complet des pales mobiles et fixes
Fabrication, assemblage et mise en service de la turbine à vapeur de pompe à huile glissante de CSIC
Démontage et révision du cylindre à roulements du rotor MPG9.7BPRT de Tangshan Ruifeng Steel
Assemblage du rotor de la turbine à vapeur industrielle de 18MW de la première cokerie Shagang
Démontage et assemblage du rotor de la turbine à vapeur haute température et haute pression de 25MW de Shandong Huantai Thermoelectric
Démontage et réparation du rotor TRT de la haut-fourneau 3200 de Jinan Steel
Démontage et assemblage du rotor de la dernière étape de la turbine en acier Changqiang
Démontage et remplacement des pales du rotor TRT n°3 de Jiuquan Steel
Cartographie et fabrication des pales de démontage et d'assemblage pour le rotor TRT de la turbine "MAN" dans l'acier Benxi
Optimisation du rotor basse pression de la turbine à vapeur n°8#9#125MW de Datang Baoding Thermoelectric
Optimisation de la turbine à vapeur combinée 50MW de Jining Jinwei
Optimisation de la turbine à vapeur combinée 50MW de la centrale thermique de Beian
Reconstruction de la turbine à vapeur 100MW de la centrale électrique de Hulinhe
Optimisation de la pale du rotor de la turbine à vapeur 25MW de Lianfeng Steel
Optimisation de la pale du rotor BPRT n°3 de Lianfeng Steel
Optimisation de la pale du rotor TRT n°6 de Lianfeng Iron and Steel Company
Optimisation de la pale du rotor 4#BPRT en acier Lianfeng
Optimisation de la pale du rotor 7#TRT dans l'entreprise Lianfeng Iron and Steel
11.3 Photos connexes





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN

