Tartalom:
1. TRT egység áttekintése
2. Jelenlegi TRT egység működésének elemzése
3. Haladó technológia és tervezési módszer a TRT áramlási út optimalizálására és átalakítására
4. TRT áramlási út optimalizálási eredménye
5. Online energiahatékonyság- és élettartam elemző intelligens rendszer sültöv-begyújtó turbinákhoz
6. A TRT áramlási út optimalizálása és átalakítása, valamint a szabványoknak való megfelelés
6.1. TRT Áramlási Átalakítás Követi a Szabványt
6.2. TRT Áramlási Átalakítás és Kínálati Határidő
7. TRT Átalakítás Munkafolyamata és Ciklus
8. azon intézkedések, amelyek hosszabbítják a lap élettartamát és előnyei
9. Minőségbiztosítás és Teljesítmény Megfelelés Biztosítása
10. utánéleszolgálás
10.1. TRT Transzformációs Helyi Szolgáltatás
10.2. Hosszú távú TRT Karbantartási Szolgáltatás
10.3. Hosszú távú fenék, például varrógép részlegeinek ellátása
11. Kapcsolódó Melléklet
1. TRT Egyseg Áttekintése
* * * * * * * * * * * A vállalat 1250m3-as síkfúvója (innen kezdve „* * * * * * Acél” néven hivatkozva) száraz zsákös por távolítást alkalmaz, és a hozzárendelt síkfúvó gáz turbina TRT a síkfúvó csúcs gáz maradékos nyomását használja ki az elektromos energia termelésére, amely nagy gazdasági előnyt jelent a vállalat számára.
A TRT egység tervezésére és gyártására Xi 'an Shangu Power Co., Ltd. felel, amely a Mitsui és Sulzer technológiáját vezette be az első éveiben. A modell száma MPG9.2-280.6/180. Az fejlett országok legmodernebb TRT technológiájával összehasonlítva a hazai TRT egységek teljesítménymutatója még mindig jelentősen hátra van maradt, ami a folyadékcsatorna hatékonyságában tükröződik. A belső egységek még mindig a 65%-75% közötti tartományban vannak, ami jelentősen alacsonyabb, mint az nemzetközi haladó szint, amely 84–92% között van. Ezért szükség van a működésben lévő TRT egységek folyadékcsatornáinak optimalizálására.
A legfejlettebb TRT turbin folyosó tervezési technológiát Németországban és Japánból átvesztük és alkalmazzuk a Kínában jelenleg működő TRT egységekre, amely nagy mértékben növeli a TRT hatékonyságát, azaz a meglévő gázfolyam, nyomás, hőmérséklet és összetevő paraméterek alapján az egység termelési teljesítménye 10%-kal ~20%-kal nő, ami több gazdasági hasznot hoz és hozzájárul az energiahatékonyság javításához és a kibocsátás csökkentéséhez.
| Projektek | Egység | Működési pont | |
| terv-pont | Maximális pont | ||
| Helyi légnyomás | KPa(A) | 100 | |
| Turbin sebesség | ford/perc | 3000 | |
| Turbin bemeneti gázfolyam | 10.000 Nm3/h | 245000 | 270000 |
| Turbin bemeneti gáznyomás | KPa(G) | 180 | 200 |
| Turbina bejáró gáz hőmérséklete | ℃ | 180 | 230 |
| Gáz nyomás a turbina kijárójánál | KPa(G) | 10 | 10 |
| Turbina sorozat | - | 2 | 2 |
| Turbina teljesítmény | KW | 7230 | 9200 |
Táblázat 1 TRT Eredeti Tervezési Paraméterek | |||
2. Jelenlegi Működési Analízis a TRT Egységben
A történeti működési adatok alapján az egység egy adott napjainak működésének analízise (lásd ábrát 1) azt mutatja, hogy a bejáró folyamat ingadozása miatt az egység valós működési hatékonysági értéke 60-75% között van.
Ábra 1 a TRT egység egy adott napon beli működési állapota (hatékonyság és bejáró folyamathányados)
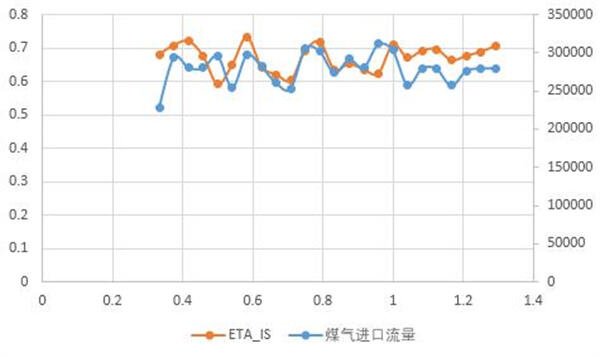
Ábra 2 a TRT egység egy adott napon beli működési állapot rekordja
A folyadékáramlás kapacitásának elemzése az ilyen típusú egység működési pontján a következő:
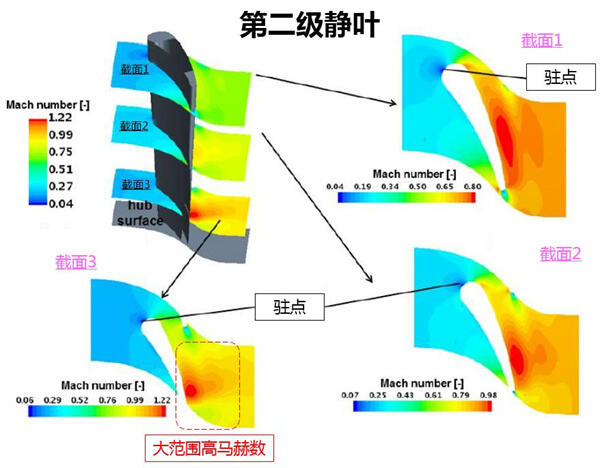
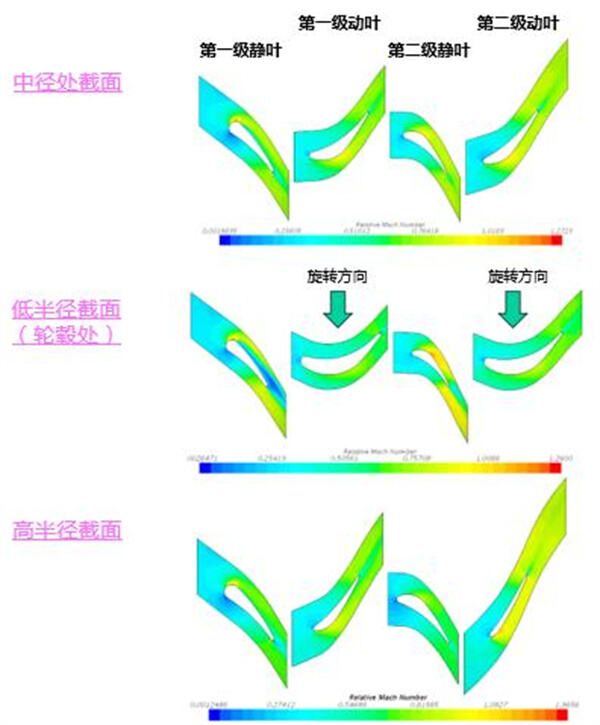
Ábra 3. Mach-szám eloszlása ezen típusú egységnél a áramlási módosítás előtt
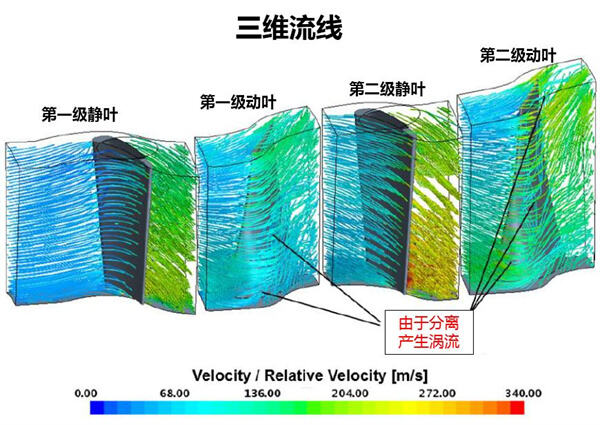
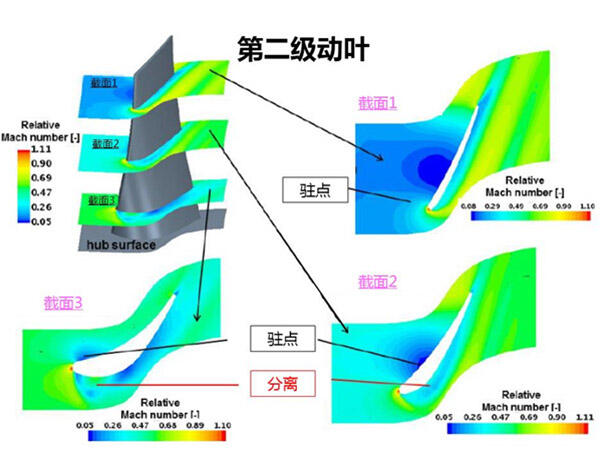
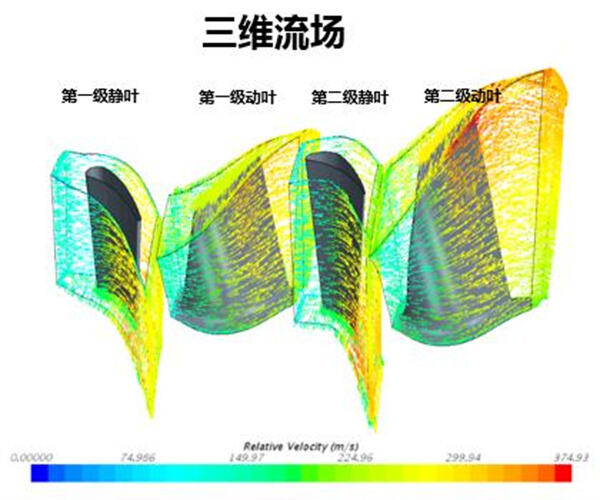
Ábra 4. Sebesség-eloszlás ezen típusú egységnél a áramlási módosítás előtt
A háromdimenziós CFD áramlási mező elemzésével látható, hogy ez a típusú egység statikus és mozgó lapok aerodinamikai tervezése viszonylag visszaest, és számos probléma van az áramvonal eloszlásában: érvénytelen sebesség- és szögeloszlás, leválasztott áramlás és visszaest profil. Ahogy az ábrán (4.) látható, a második szintű rotorláp stagnációs pontja elterül a vezetőélől és a nyomás oldalának elején helyezkedik el. Nyilvánvalóan impulzuscsökkéntési veszteség van. A sugárző felület magas sebességű régiója növeli az áramlási veszteséget. Nyilvánvaló áramlási leválasztási jelenségek fordulnak elő az első és második szintű rotorlapok sugárző felületein, ami tornádoveszteséget és instabil belső áramlási mezőt eredményez. Mind ezek oka, hogy alacsony az áramlási hatásosság, és optimalizálni kell az áramlási csatornát.
3. Haladó technológia és tervezési módszer a TRT áramlási csatorna optimalizálására és átalakítására
4. TRT áramlási csatorna optimalizálási eredményei
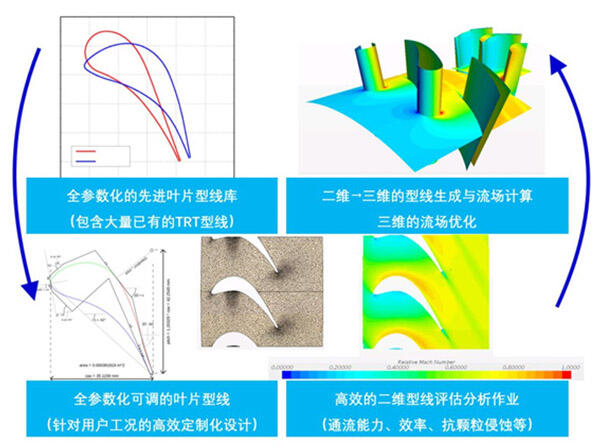
A folyamatoptimalizálási tervezés a fenti elemzési és tervezési folyamatot követi. Először is makroszkopikus (egy- és két dimenziós) és mikroszkopikus (háromdimenziós CFD) számításokat és értékeléseket végeznek a jelenlegi egységre, hogy elemazzák a jelenlegi egység tervezésében lévő aerodinamikai problémákat. Ezután az avantúr reaktív turbinatervezési fogalommal kombinálva lassan mélyítik és optimalizálják a folyás elrendezését (egydimenziós), a vízgumi ellenállás-vezérlést (két dimenziós), a lap alakját és a szintek párosítását, végül pedig egy megbízható aerodinamikai tervezési sémát alkotnak.
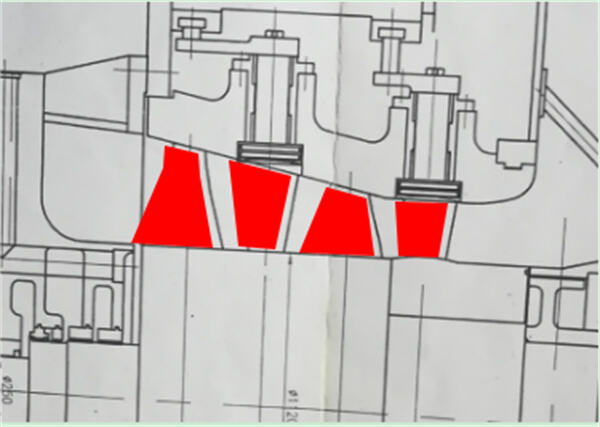
Ábra 5. Eredeti meridionális síkbeli folyás tervezése
Magasság és szög tervezése a meridionális csatornához;
- Az axiális sebességeloszlás optimalizálása; - A legjobb lap aránytartalom; - A réssz veszteség csökkentése;
Lap távolság optimalizálása:
- Másodlagos folyásveszteség és éber veszteség csökkentése;
Rádiális vízgumi ellenállás újra tervezése;
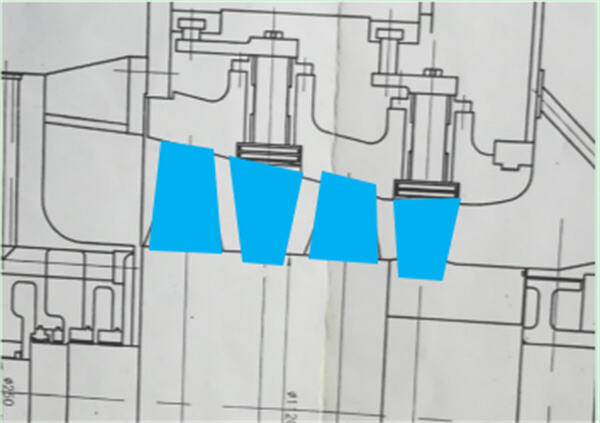
Ábra 6. Meridionális síkbeli folyás tervezése és lap elrendezése egy- és két dimenziós tervezés után optimalizálva
A egydimenziós és két dimenziós tervezés segítségével elérhető egy ennél logikusabb meridián síkbeli folyosó terve, ami egyenletesebb légitartomány-eloszlást eredményez, valamint az entalpia-hullámok eloszlását a szintek között és a reakciófok beállítását is logikussá teszi. A lérányhoz, a relatives pitch-hez és más kulcsfontosságú geometriai paraméterekhez, amelyek befolyásolják az aerodinamikát, optimális intervallum tartozik. Az előrehaladott profil és vízsvortex-ellenőrzési technológia kombinációja képes legyőzni a többszörös aerodinamikai problémákat a régi tervezésben.
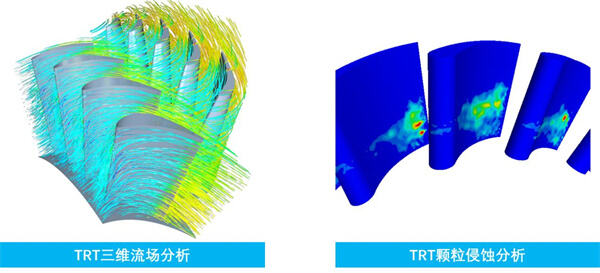
Az optimális módszerek és fentiek alkalmazásával a következő háromdimenziós
folyosó eredményeit kapjuk ugyanazon bemeneti paraméterek mellett
Ábra 7. Mach-szám eloszlás a folyosó optimalizálása után azonos típusú egységeknél
Ahogy a fenti ábráról látható, az optimalizálás után nyilvánvalóan csökkent a támadási szög vesztesége, és kijavították a stagnációs pont eltolódását. A rotorlápokban már nem fordul elő a folyadék leválasztása, és a második szintű státorlápokbeli folyadék-eloszlás is javult. Általánosságban véve, az optimalizált tervezés egyformán tette a folyomény-eloszlást mind az axiális, mind a rádiális irányban, csökkentette a folyadék leválasztását, a másodlagos folyadék veszteséget, a támadási szög veszteséget és a kiviteli veszteséget, és jelentősen növelte az egészrendszer hatékonyságát.
Az optimalizált két szintes láp-párt tiszta reakció típusúra tervezték, és a terhelési együttható és a reakció mértéke közötti illesztés közelítette az ideális értéket, ami jelentősen csökkentette a maradéksebesség veszteséget és növelte a kiviteli diffuzor hatékonyságát.
Ábra 8. sebességeloszlás folyamatos optimalizálás után ugyanabban a típusú egységben
| Projektek | Egység | Működési pont |
| Helyi légnyomás | KPa(A) | 101.325 |
| Turbin sebesség | ford/perc | 3000 |
| Turbin bemeneti gázfolyam | 10.000 Nm3/h | 24.5 |
| Turbin bemeneti gáznyomás | KPa(G) | 180 |
| Turbina bejáró gáz hőmérséklete | ℃ | 180 |
| Gáz nyomás a turbina kijárójánál | KPa(G) | 10 |
| Turbina sorozat | - | 2 |
| Turbina folyamhatékonyság | % | 86.0 |
| Turbina teljesítmény | KW | 8122 |
| Táblázat 3. TRT Folyamoptimalizálás eredményei | ||
A fentikből látható, hogy a optimalizálás után a folyosó belső hatékonysága 86,0%-ra növekszik, ami több mint 10%-kal. Ugyanazokban a bemeneti feltételekben (áramlási sebesség, nyomás, hőmérséklet, összetétel stb.), az egység kimenete 892 kW-rel nő; ez összehasonlítva a 7230 kW-os tervezési értékkel. A 0,65 yuan/kWh átlagos ipari villamosárat és az éves 8000 órás használatot figyelembe véve, az éves villamoságtermelés növekedése 7,316 millió kWh, míg a termelési haszonszám 4,638 millió yuan.
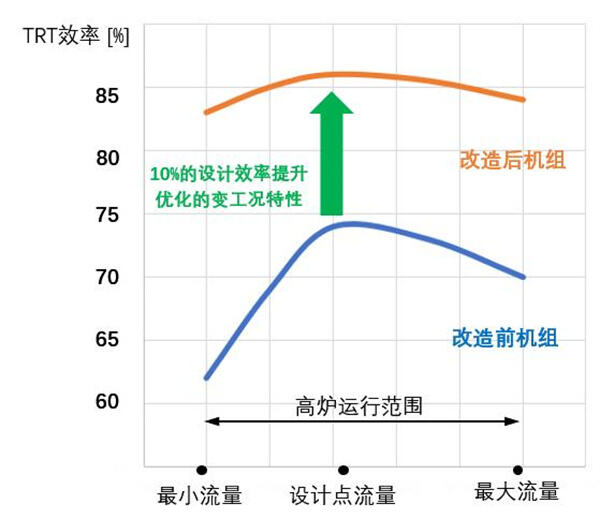
A TRT egység teljesítménye jelentősen javult változó működési feltételek között (rögzített és csúcsterhelés), és az efficiencia görbéje viszonylag síkosabb egy szélesebb változó terhelési tartományon, amely biztosítja a TRT egység teljesítményének optimális magas hatékonyságú működését.
A TRT varrógép élettartama meghosszabbodott, a fenntartási időközök kihosszabbodtak, és a fenntartási munka térfogata csökkent.
Azt a problémát oldja meg, hogy a csomópont nagy lapágyrásmódosítás, magas lógatóhőmérséklet stb., növelve a csomópont biztonságát és hasznosságát.
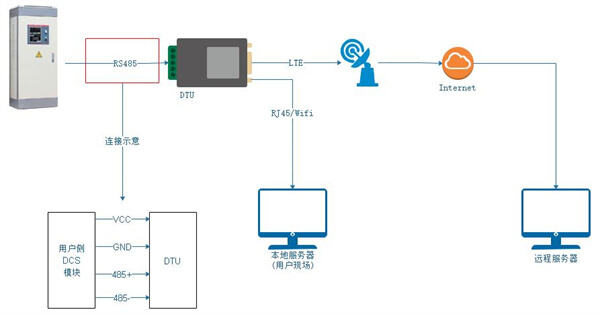
5. Blast furnácsturbina online energiagazdaságértékelésére és élettartam elemzésére szolgáló intelligens felügyeleti rendszer
Ez a megoldás egy "intelligens rendszer csomagot" tartalmaz „online energiahatékonysági és élettartam-kezeléshez a síkfúrós gőzturbínának” (TELM+ rendszer). Ez a rendszer nemcsak online és valós idejű elemzést készít a gőzturbína energiahatékonyságáról, hanem jelentős mennyiségű adatot is generál az operációhoz. A rendszer intelligens algoritmusai és saját szakértői rendszere segítségével optimalizációs javaslatokat tesznek az operátoroknak, hogy a telepítés magasabb hatékonysági pontban működjön. Azonban a varrógép porosodása és a varrógép rovarozása típusú esetekben az integrált intelligens előrejelző modul segítségével mesterséges intelligencia segítségével megadja a varrógép porosodásfoka és a hiányzó típusa, amely tudományos döntési alapot biztosít annak megfelelő intézkedések meghozatalához.
A rendszer gépi tanulási képességgel rendelkezik. A működési adatok felhalmozásával a rendszer által automatikusan generált energiahatékonyság elemzési és élettartam-predikció jelentések egyre pontosabbak lesznek, amely nagyban megkönnyíti az üzemeltetést és a karbantartást, hatékonyabbnak és egészségesebbé teszi a súrlap-gerendátúra műveletét, növeli az üzemidőt, és csökkenti a tervezetlen leállás órák számát.
6. TRT Folyosó Optimalizálási Átalakítás Határai és Megfelelőségi Szabvány
6.1 TRT Folyosó Átalakítása Szabványoknak megfelelően
GBT 28246-2012 „Súrlap-gerenda energiatovábbítási turbinagyártya”
GBT 26137-2010 „Hőteljesítményi teszt súrlap-gerenda energiatovábbítási turbinagyártyán”
JB/T4365 „Luborozó, záró és igazító olajrendszer”
JB/T9631 „Technikai feltételek gőzgerendák vasiegesztéseire”
JB/T9637 „Technikai feltételek gerendaegységekre”
GB/T7064 „Technikai követelmények gerenda típusú szinkronmotorokra”
GB6222 „Országos Gáz Biztonsági Rendszerek”
YBJ207 "Építési és Vételi Kód a Vegyi Berendezések Telepítéséhez" Hidraulikus, Pneumatikus és Smaragdszivattyús Rendszerek.
A fentiekben szereplő munka a legfrissebb nemzeti szabványokat, technikai normákat és ipari szabványokat kell alkalmazni.
6.2TRT Áramváltozás és Szolgáltatási Hatókör
A TRT egység modelljének megfelelően és az elindítás óta tapasztalt valóság alapján, az áramvonal optimalizálása és átalakítása a következőket tartalmazza:
a). Mindkét szint összes statikus lappal történő cseréje;
A statorláp tervezése többszörös számítást végez különösen az érkezési szög változó tartományának igazodására, amely biztosítja a magas hatékonyságot a tervezési pont előtt és után lévő széles működési tartományon.
b). A tengeralapú henger cseréje;
A hengereszköz anyaga a QT400-15A, és a középponti helyzet strukturálisan szabályozható, hogy kijavítsa a gyártási hibákat és biztosítja a fedezék középpontjának és a rotor középpontjának egybevágását, így garantálva a kis és egyenletes térközt a lapok és a henger falai között, amely növeli a megbízhatóságot és a hatékonyságot.
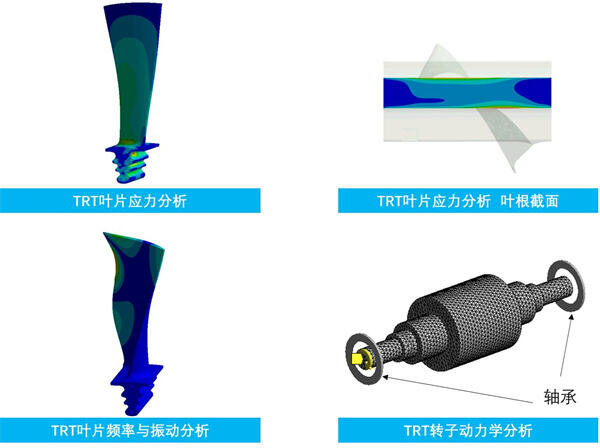
c). Cserélje ki mindkét szintű összes mozgó lapot;
A lapnak kiváló aerodinamikai teljesítménye van, és dustmentes és zárolatlan jellemzőkkel rendelkezik. A szerkezet garantálja a szilárdsági és rezgési követelmények betartását. A rotorlapok magas erősségű, hőszenes, rostmentes acélból készülnek. A csatoló fagyi-fajta magas erősséggel rendelkezik, amely biztosítja a lap feszültségi élettartamát. Az összes mozgó lap frekvenciaproblémát tesztelnek és dokumentálnak karbantartási referenciákért.
d). Cserélje ki a rotort (főtengely);
A fő tengely magas erősségű 25CrNiMoV halmiréz-ötvözt tartalmazó egységes forgatott anyagot használ, amely biztosítja a kristálystruktúra, anyagok fizikai és mechanikai tulajdonságainak teljes TRT működési követelményeknek való megfelelését, és a rotor dinamikus egyensúlyi tesztelés alatt áll.
e). Mozgó és álló lapok zárása;
Számítógépes szoftverrel szimuláljuk a működési környelmet, szigorúan kiszámítjuk a lapok deformációját és elmozdulását minden kötelező állapotban, optimalizáljuk a csúcs és gyökér távolságot, csökkentjük a levegőfugás veszteségeket és növeljük a folyadékhatékonyságot.
| Sorozatszám | Név | Típus/cikk | Mennyiség/Egység | Megjegyzések |
| 1 | Első szintű státor | Anyag 17-4PH | 1 Szett | |
| 2 | Első szintű rotor | Anyag 2Cr13 | 1 Szett | |
| 3 | Második szintű státor | Anyag 2Cr13 | 1 Szett | |
| 4 | Második szintű rotor | Anyag 2Cr13 | 1 Szett | |
| 5 | rotorkerék | 25CrNiMoV | 1 Szett | Zár be a tengervéggel |
| 6 | Gördülék henger (felső és alsó) és mellékletek Útmutató kör | QT400-15A | 1 Szett | Mellékletekkel együtt |
| 7 | BPRT/TRT Online Energiahatékonysági Elemzési és Élettartam-kezelési Intelligens Rendszer | TELM+rendszer | 1 Szett | Főgép, kijelző |
| MPG9.2-280.6/180 TRT Egység Folyamat Optimalizálási Transzformáció Szolgáltatási Hatókör | ||||
7. TRT Transzformációs Munkafolyam és Ciklus
Teljesítsen ki minden módosítási munkát 6 hónapon belül az együttes TRT optimalizálási módosítási szerződés aláírása után a felhasználóval, és az igazán a TRT működését befolyásoló helyszíni módosítások és telepítések általában nem haladhatják meg a 10 napot.
8. A lóerő élettartam kiterjesztésének intézkedései és előnyei
Magas por-tartalomú és rövid lóerő élettartományú TRT egységek felhasználói számára a lóerő anyagának frissítése (17-4PH) és kerámiai réteg alkalmazása a felszínre jelentős mértékben meghosszabbíthatja a lóerő élettartamát (több mint duplázza a szolgáltatási időtartamot), kibővíti a karbantartási ciklus időtartamát és csökkenti a karbantartási munkaterheket.
a 17-4PH anyag (0Cr17Ni4Cu4Nb) gyulladékosított martensitikus rostmentes acél, amely kupfer és niobium/columbium-ból áll, magas erősségel, keménységgel és jó rovaratálló tulajdonsággal rendelkezik. A melegkezelés után a termék mechanikai tulajdonságai tökéletesebbek, a húzóerő 890~1030 N/mm2 között lehet, a termék jó rovaratállóságot mutat savak vagy sók ellen, és a teljesítmény jobb, mint a 2Cr13-nál.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| merevség | 277~311HB | 217~269HB |
| húzóerő | 900~970mpa | 690mpa |
| nyomás erőteljesége | 760~900mpa | 490mpa |
| Táblázat 3 Anyag tulajdonságok összehasonlítása Lézer 17-4PH/2Cr13 | ||
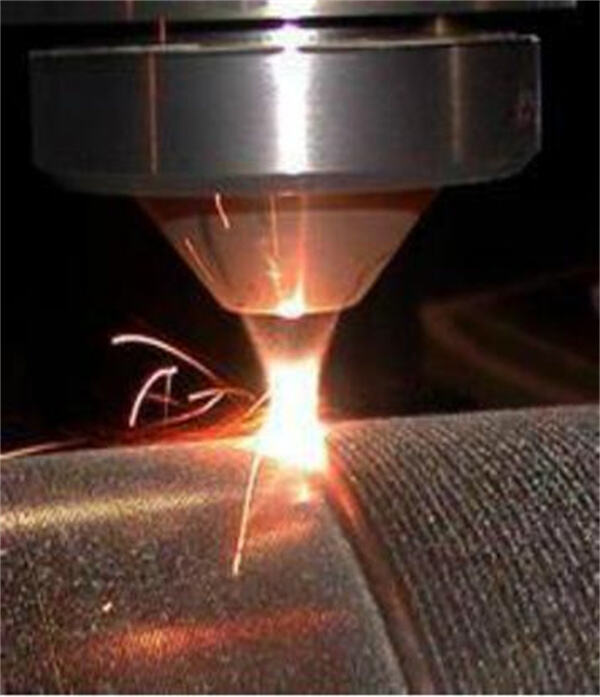
A TRT egység lóerők speciális munkakörnyezetének figyelembe vételével a szórós folyamatot alkalmazott módon javították, és plazmaszórás kerámiai technológiát alkalmaztak a TRT lóerők felületi ellenállásának korrosziós védelmére. A plazmaszórás olyan folyamat, amelyben a anyag magas hőmérsékletű plazmában olvad meg, majd a molten anyagra következően a részecskék gyors sebességű gáz által a komponensek felületére terülnek, így egy fedőrét keletkezik. A kerámiai fedőrét vastagsága 0,35 mm. Jó légcsomóefficienciát és lóerő-erősséget biztosítva, kiváló melegimpulzus- és leprédés-ellenállást mutat. A fedőrét felületi roughness értéke alacsony. A kezelés után a kerámiai felületi roughness értéke 0,7 μm-re elérhető, ami nagyon sima. Lépénymeghajtóval való kombinált használattal nyilvánvaló a lóerő élettartamának meghosszabbítása. Sok TRT felhasználó gyakorlata bizonyítja, hogy ez a folyamatú TRT-lóerők jó耐磨 és耐腐蚀 tulajdonságokkal rendelkeznek.

Hét hónap működése után

A berendezés lőszár eleme 7 hónapig frissített változat (fedeteltel)
Az említett élettartam-kiterjesztési technológia alkalmazásával a lőszár karbantartási időtartama elvárhatóan 1,5-2-szeresére növekszik az eredeti élettartamhoz képest, így csökken a karbantartási gyakoriság, megsporoljuk a karbantartási költségeket és csökkentjük a leállás energiamenteskedési előnyeinek veszteségét.
9. Minőségbiztosítás és Teljesítményi Szabványok Biztosítása
Győződjön meg arról, hogy a bojler gázgerendlinek áramlási útvonalának optimalizálása és átalakítása haladó, biztonságos és megbízható technológia, amely hasonló alkalmazási teljesítményekkel rendelkezik;
Győződjön meg a szállított részek minőségéről, végezzen szükséges vizsgálatokat és teszteket minden részre a kiszállítás előtt, és biztosítja, hogy az egész tervezés és gyártása megfelel a kapcsolódó szabályozásoknak; A használt anyagok mindegyike megfelelő anyag, és megfelelő anyagminőségi igazolási dokumentumokat tudunk biztosítani;
A telepítés és hibakeresés után a szállított részek elérik a szabvány által megkövetelt biztonsági és megbízhatósági követelményeket, és megfelelnek a térfogat-módosítás teljesítménycéljának:
A TRT-áramoptimalizálás és -átalakítás után, a két fél által megegyeztetett teljesítményértékelési vázlat alapján, az egyezményben meghatározott működési feltételek között a TRT elektromos erőtermelés növekedése legalább 892 kW-nál fog állni.
10 Üzleti utánrendelési szolgáltatás
10.1 Helyszíni szerviz a TRT átalakítás során
Hatékony és minőséges utánvizsgálati szolgáltatást nyújtson a felhasználóknak, kvalifikált és tapasztalt szervizmenedzsert rendeljen hozzá, szabadtartalmasan jelentse az átalakítási projekt végrehajtásának haladását, szállítsa el az átalakításhoz szükséges részeket a megállapodás szerint, és rendezzen professzionális helyszíni technikai szolgálati személyzetet/csoportokat az helyszíni telepítésre, beüzemelésre és más technikai szolgáltatásokra. Az átalakított egység beüzemelése és értékelése után biztosít egy évig tartó garanciaperioduson belüli ingyenes technikai szolgáltatásokat.
10.2 Hosszútávú TRT karbantartási szolgáltatás
A turbinamérnökökből és szakemberekből álló karbantartási csapat általában a következő karbantartási szolgáltatásokat nyújtja:
Henger megnyitása a rotor tisztításához; Mozgó lapok javítása vagy cseréje; A rotor fejszéjének kenő részeinek javítása; Minden záróelem cseréje a tengelyen; Tengelynapfok javítása,
A főtengely napfoka, a rácslap és a laphordónyi rãsor kell színű hibakeresést végezzen.
Rosteltávolítás, deformációvizsgálat és a görcshengeres elvont részek javítása;
Rögzített lócska javítása vagy cseréje, rögzített lócskák hengerfogóinak és más kiegészítők cseréje;
A róter javítása után 3000 fordulat/perc sebességű magas-sebességű dinamikus egyenlegzés végezhető.
Ellenőrizze a mozgó és álló lócskák közötti térstét;
Görcshenger zárócsíkja és a helyszíni telepítéshez szükséges pozícionáló rúd;
TRT Szerviz, amelyet más vásárlók igényelnek
10.3 Lélegzetek stílusú alkatrész-hallgató tárhelyeinek hosszú távú ellátása
Lélegzetek gyártására és termelésére vonatkozó képessége van, és lélegzeteket tartalmazó alkatrész-tárház is van. A konvencionális lélegzetek megfelelnek a vásárlók sürgős igényeinek.
11. Kapcsolódó mellékletek
Feldolgozásra és gyártásra szolgáló fő eszközök listája
| Eszköz típusa | Modell | kapacitás | Munkatét súly | mennyiség | Eredet helye |
| XxYxZ | (kg) | (sorozat | |||
| Vízszintes feldolgozó központ (négy tengely) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Korea |
| Függőleges feldolgozó központ (öt tengely) | XHK800 | 1250 x400 x400 | 1000 | 1 | Kína |
| Függőleges feldolgozó központ (öt tengely) | HL5001A | φ800 x320 | 1000 | 1 | Kína |
| Magas sebességű függőleges gyártási központ (négy tengely) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800/1600 | 6 | Haas, USA |
| Függőleges gyártási központ (négy tengely) | VM1300A | 1300 x650 x710 | 1500 | 2 | Kína |
| Függőleges gyártási központ (négy tengely) | BV100 | 1050 x510 x560 | 700 | 2 | Kína |
| Lézer felvillanyozó rendszer | RC-LCD-800W | Rögzített/mozgató | 1500/30000 | 1 | Kína |
| Stellite összefonás/Magas gyorsaságú quenching rendszer | GGC-80-2 | 1500 x500 x500 | 500 | 1 | Kína |
| Csavar sávcsiszoló/foltató gép | 2M5430 | φ200 x50 | 50 | 12 | Kína |
Numerikus vezérlésű gépgyártó csoport

Lézer felvillanyozó rendszer

Stellite összefonás/Magas gyorsaságú quenching rendszer

Rotor telepítési és karbantartási eszköz


Csiga szelejáró és pótoló gépcsoport



| Eszköz típus | Modell | mérési tartomány | Mennyiség | Eredet helye | |
| XxYxZ | (Tajvan) | ||||
| Koordinátamérő szerszám | X08107 | 800x1000x700 | 1 | Wenze, Németország | |
| 50x vetítő | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Mérési eszköz | E238 | φ280 x380 | 1 | ELBO, Olaszország | |
| Felületsgorombásági mérőeszköz | SJ-210 | 1 | MITU, Japán | ||
| Gyakorisági vizsgálati rendszer | FSA-C | 200-1200 | 1 | Xi'an Jiaotong Egyetem | |
| brinell-számú keménységi próba berendezés | HB-300B | 1 | Beijing era | ||
| Nem kártevő vizsgálati gép | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Spektrumanalizátor | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Koordinátamérő szerszám | 50x vetítő | ||||
 |
 |
||||
Mérési eszköz |
Felületsgorombásági mérőeszköz |
||||
 |
 |
||||
Mágneses részecskés hibakereső |
Mágneses részecskés hibakereső |
||||
11.1 Vásárlók listája
Fő turbinaszernettes szállító
Shaanxi Blower (Csoport) Co., Ltd.
Chengdu Motor (Csoport) Co., Ltd.
Nanjing Turbine Motor (Csoport) Co., Ltd.
Harbin Gőzturbina Gyár Co., Ltd.
Dongfang gőzturbina co., ltd
Beijing Északi Nehéz Kamionmotor Co., Ltd.
……
Végfelhasználó
Hebei Vas-és Acél Co., Ltd.
Shandong Vas-és Acélcsoport Rt.
Jiangsu Shagang Csoport Co., Ltd.
Lianfeng Acél (Zhangjiagang) Co., Ltd.
Changzhou Zhongtian Acélcsoport Co., Ltd.
Gansu Jiugang Csoportvállalat
China Datang Group Corporation
China Resources Electric Power Holding Co., Ltd.
……
11.2 Tapasztalat
6. rotor tengelygöngyének felbontása és javítása Zhongtian Acél esetében
10. rotor felbontása és gyártása Zhongtian Vas- és Acélcég esetében, tengelygöngy javítása
Zhongtian Acél 7. BPRT rotornak felbontása, varrógép cseréje, rotor tengelygöngyének javítása
Shagang csoport Huasheng vázgyártó 2. TRT rotornak felbontása és teljes dinamikus és statikus varrógépek cseréje, rotor tengelygöngyének lázerfedésze
Shagang csoport Huasheng vázgyártó 7. TRT rotornak felbontása és teljes dinamikus és statikus varrógépek cseréje
Csúsztatóolaj-pumpa gőzturbina gyártása, montása és beüzemelése a CSIC-nél
Tangshan Ruifeng Acél MPG9.7BPRT rotor tengelygöngyének felbontása és átvizsgálata
Rotor gyártása Shagang első kokszípari 18MW paratúrbánál
Shandong Huantai térmodinamikai 25MW magas hőmérsékletű és magas nyomású páratúrba rotor bontása és gyártása
TRT rotort bontása és javítása Jinan acélgyár 3200 m³ sípolóban
Changqiang acélipari tűrbín utolsó szakasz rotora bontása és gyártása
Jiuquan acélipari 3#TRT rotor felosztása és lógép cseréje
Bontás, tervezés és gyártás TRT rotornak a „MAN Turbine”-nál Benxi acéliparban
Optimalizálás alacsony nyomású rotorra Datang Baoding térmodinamikai 8#9#125MW páratúrbánál
Optimalizálás Jining Jinwei 50MW kombinált ciklusú páratúrbánál
Optimalizálás 50MW kombinált ciklusú páratúrbánál Beian térmodinamikai elektramusznál
Rekonstrukció 100MW páratúrbánál Hulinhe elektramusznál
A 25MW gőzgerjesztő tengelyláp optimalizálása a Lianfeng Élesből
A 3#BPRT tengelyláp optimalizálása a Lianfeng Élesből
A 6#TRT tengelyláp optimalizálása a Lianfeng Vas- és Élesgyárban
A 4#BPRT tengelyláp optimalizálása a Lianfeng Élesből
A 7#TRT tengelyláp optimalizálása a Lianfeng Vas- és Élesgyárban
11.3 Kapcsolódó fényképek





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN


