
Brochure del prodotto:SCARICA
Sommario
1. Panoramica dell'unità TRT
2. Analisi delle Operazioni Attuali dell'unità TRT
3. Tecnologia Avanzata e Metodo di Progettazione per l'Ottimizzazione e la Trasformazione del Passaggio di Flusso TRT
4. Risultato dell'Ottimizzazione del Passaggio di Flusso TRT
5. Sistema di Gestione Intelligente per l'Analisi della Efficienza Energetica e della Vita Operativa On-line per il Turbina a Gas di Alto Forno
6. Ottimizzazione e ambito di trasformazione del passaggio di flusso TRT e conformità ai standard
6.1. La Trasformazione del Flusso TRT Segue lo Standard
6.2. Trasformazione del Flusso TRT e Ambito di Fornitura
7. Flusso di Lavoro e Ciclo di Trasformazione TRT
8. misure per prolungare la vita delle pale e benefici
9. Garanzia di Qualità e Garanzia di Conformità alle Prestazioni
10. servizio dopo vendita
10.1. Servizio sul Campo per la Trasformazione TRT
10.2. Servizio di Manutenzione TRT a Lungo Termine
10.3. Fornitura a lungo termine di pezzi di ricambio come lame
11. Allegato rilevante
1. Panoramica dell'unità TRT
* * * * * * * * * * * Il forno a cupola da 1250m3 della società (di seguito indicata come "* * * * * * Acciaio") adotta la rimozione della polvere con sacchi secchi, e il suo TRT per gas di alto forno corrispondente utilizza il surplus di pressione del gas di alto forno per generare energia elettrica, portando enormi benefici economici all'azienda.
L'unità TRT è stata progettata e costruita dalla Xi'an Shangu Power Co., Ltd. utilizzando le tecnologie Mitsui e Sulzer introdotte nei primi anni. Il numero di modello è MPG9.2-280.6/180. Confrontandolo con la tecnologia TRT più avanzata dei paesi sviluppati, c'è ancora un grande divario nell'indice di prestazione delle unità TRT nazionali, che si riflette nell'efficienza del passaggio di flusso. Le unità nazionali sono ancora nel range del 65%~75%, significativamente inferiori al livello internazionale avanzato del 84~92%. Pertanto, è necessario ottimizzare il passaggio di flusso delle unità TRT in funzione.
Assorbi la tecnologia di progettazione più avanzata dei passaggi a flusso delle turbine TRT dalla Germania e dal Giappone e la applica alle unità TRT attualmente in servizio in Cina, il che può migliorare notevolmente l'efficienza della TRT, cioè, con il tasso di flusso di gas esistente, pressione, temperatura e parametri di composizione, il potere generato dell'unità aumenterà del 10%~20%, creando maggiori benefici economici e contribuendo al risparmio di energia e alla riduzione delle emissioni.
| Progetti | Unità | Punto di funzionamento | |
| punto di progettazione | Punto massimo | ||
| Pressione atmosferica locale | KPa(A) | 100 | |
| Velocità della turbina | giri/min | 3000 | |
| Flusso di gas all'ingresso della turbina | 10,000 Nm3/h | 245000 | 270000 |
| Pressione del gas all'ingresso della turbina | KPa(G) | 180 | 200 |
| Temperatura del gas all'ingresso della turbina | ℃ | 180 | 230 |
| Pressione del gas all'uscita della turbina | KPa(G) | 10 | 10 |
| Serie della turbina | - | 2 | 2 |
| Potenza della turbina | Kw | 7230 | 9200 |
Tabella 1 Parametri di progettazione originali TRT | |||
2.Analisi dell'attuale funzionamento dell'unità TRT
In base ai record storici di funzionamento, l'analisi del funzionamento dell'unità in una determinata giornata (come mostrato in fig. 1) dimostra che con le fluttuazioni del flusso di ingresso, il valore effettivo dell'efficienza operativa dell'unità è compreso tra il 60-75%.
Fig. 1 stato di funzionamento dell'unità TRT in una determinata giornata (efficienza e flusso di ingresso)
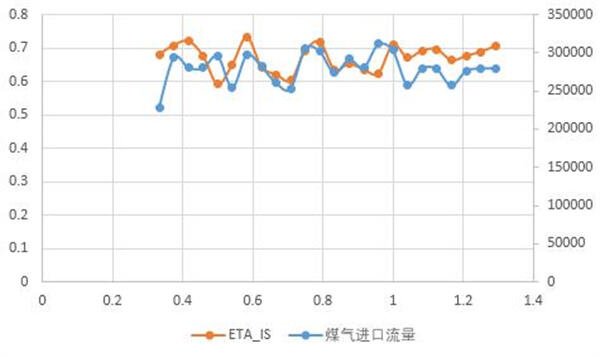
Fig. 2 registro dello stato di funzionamento dell'unità TRT in una determinata giornata
L'analisi della capacità di flusso nel punto di funzionamento di questo tipo di unità è la seguente:
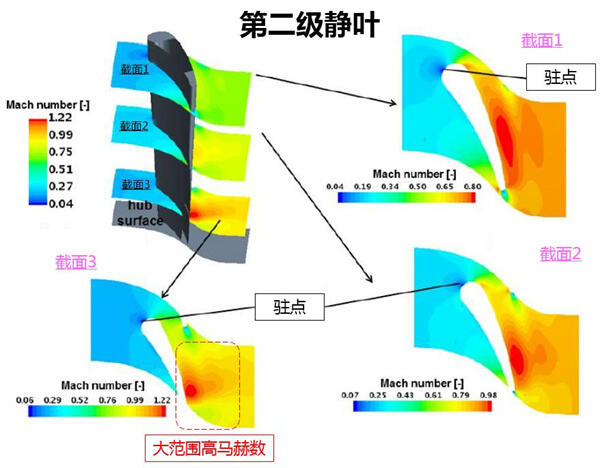
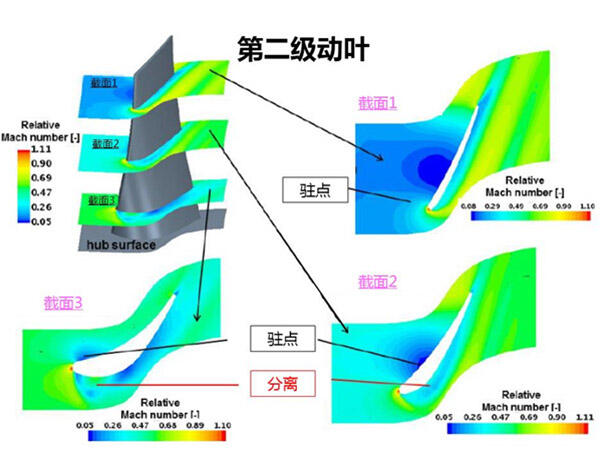
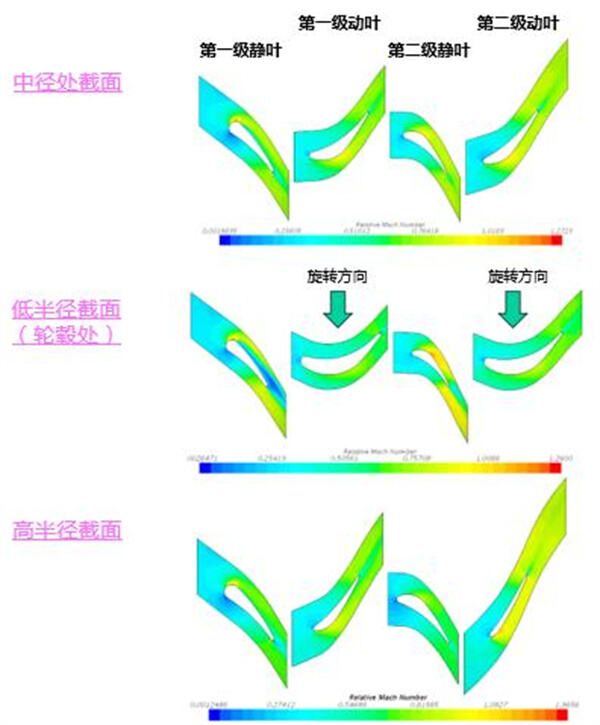
Fig. 3 distribuzione del numero di Mach di questo tipo di unità prima della modifica del flusso attraverso
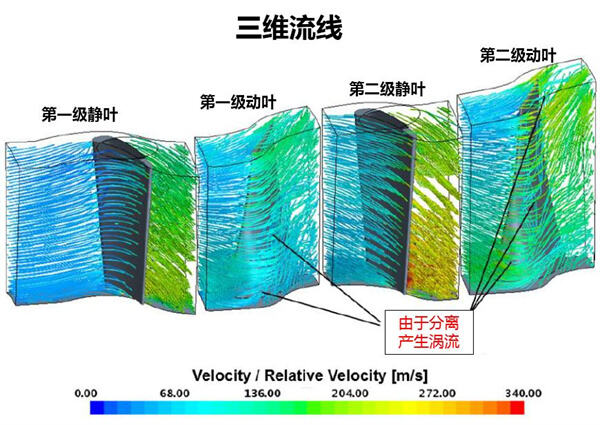
Fig. 4 distribuzione della velocità di questo tipo di unità prima della modifica del flusso attraverso
Attraverso l'analisi del campo di flusso CFD tridimensionale, è possibile vedere che il design aerodinamico delle pale fisse e mobili di questo tipo di unità è relativamente arretrato, e ci sono molti problemi nella distribuzione del flusso d'aria: distribuzione irrazionale di velocità e angoli, flusso separato e profilo arretrato. Come mostrato in figura 4, il punto di stasi della seconda palea rotore si discosta dal bordo leading ed è posizionato all'estremità anteriore della superficie di pressione. Si verifica una perdita evidente dell'angolo di impatto. La regione ad alta velocità della superficie di succhio aumenta la perdita di flusso. Sulle superfici di succhio delle pale del rotore della prima e seconda fase si osservano fenomeni di separazione del flusso, causando perdite vorticose e un campo di flusso interno instabile. Tutto ciò ha portato ad un basso efficienza di flusso e il passaggio di flusso deve essere ottimizzato.
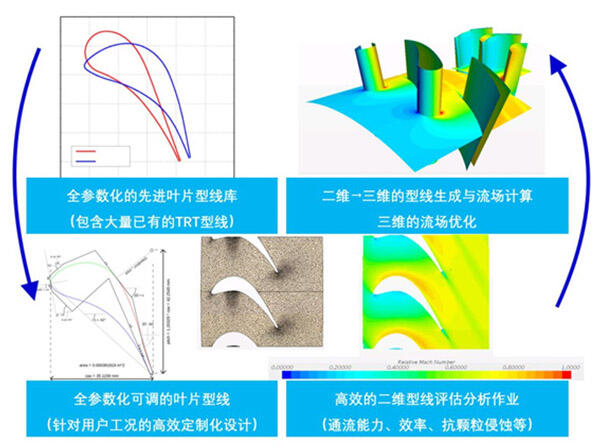
3.Tecnologia Avanzata e Metodo di Progettazione per l'Ottimizzazione e Ricostruzione del Passaggio di Flusso TRT
4.Risultati dell'Ottimizzazione del Passaggio di Flusso TRT
Il processo di ottimizzazione del flusso segue l'analisi e il processo di progettazione sopra menzionati. Innanzitutto, vengono eseguiti calcoli e valutazioni macro (monodimensionali, bidimensionali) e micro (CFD tridimensionale) sull'unità attuale per analizzare i problemi aerodinamici della progettazione dell'unità corrente. Successivamente, in combinazione con il concetto avanzato di progettazione aerodinamica reattiva, viene gradualmente approfondita e ottimizzata l'organizzazione del percorso del flusso (monodimensionale), il controllo del vortice del modello di flusso (bidimensionale), la forma del profilo e l'accoppiamento del palco, fino a formare una solida soluzione di progettazione aerodinamica.
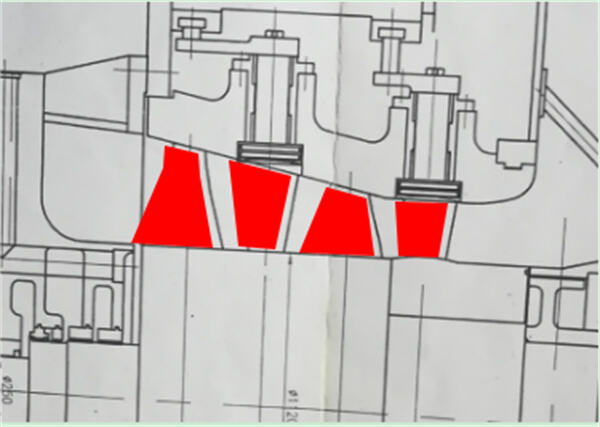
Fig. 5 progetto originale del piano meridiano
Progettazione dell'altezza e dell'angolo del canale meridiano;
-Ottimizzazione della distribuzione della velocità assiale; -Il miglior rapporto d'aspetto del profilo; -Riduzione delle perdite di breccia;
Ottimizzazione dello spazio tra i profili:
-Ridurre le perdite di flusso secondario e le perdite di scia;
Riprogettazione del controllo del vortice radiale;
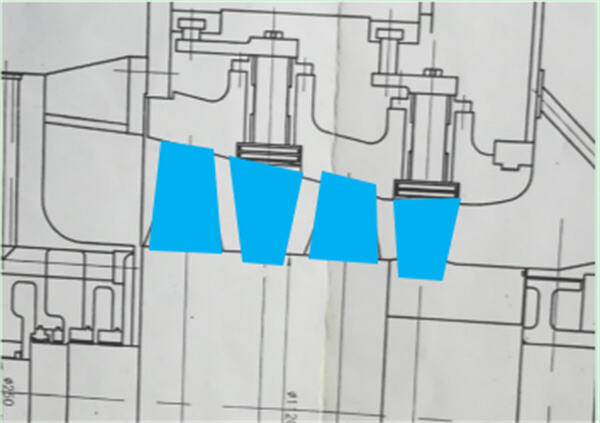
Fig. 6 progetto del flusso del piano meridiano e disposizione dei profili dopo l'ottimizzazione della progettazione monodimensionale e bidimensionale
Attraverso la progettazione monodimensionale e bidimensionale, si può ottenere un disegno più ragionevole del passaggio di flusso sul piano meridiano, il che rende la distribuzione del flusso d'aria più uniforme e la distribuzione del calo di entalpia a tutti i livelli e l'impostazione del grado di reazione tendono a essere ragionevoli. Il rapporto d'aspetto delle pale, la corsa relativa e altri parametri geometrici chiave che influenzano l'aerodinamica si trovano nell'intervallo ottimale. Combinando tecnologie avanzate di profilo e controllo dei vortici, la maggior parte dei problemi presenti nella progettazione aerodinamica originale possono essere superati.
Utilizzando i metodi di ottimizzazione descritti sopra, sono stati ottenuti i seguenti risultati del campo di flusso tridimensionale
sotto gli stessi parametri di ingresso
Fig. 7 distribuzione del numero di Mach dopo l'ottimizzazione del flusso per unità dello stesso tipo
Come si può vedere dalla figura sopra, dopo l'ottimizzazione la perdita dell'angolo di impatto è chiaramente ridotta e il rilevamento del punto di stasi è corretto. Non c'è più separazione del flusso sulle pale del rotore, e la distribuzione del flusso sulle pale dello stator della seconda fase è migliorata. In generale, il progetto ottimizzato rende la distribuzione del campo di flusso più uniforme e ragionevole sia in direzione assiale che radiale, riduce la separazione del fluido, le perdite di flusso secondario, la perdita dell'angolo di impatto e le perdite di scarico, migliorando notevolmente l'efficienza complessiva.
La pala a due fasi ottimizzata è progettata con tipo puramente reattivo, e l'accoppiamento tra il coefficiente di carico e il grado di reattività è vicino al valore ideale, il che riduce notevolmente le perdite di velocità residua e migliora l'efficienza del diffusore di scarico.
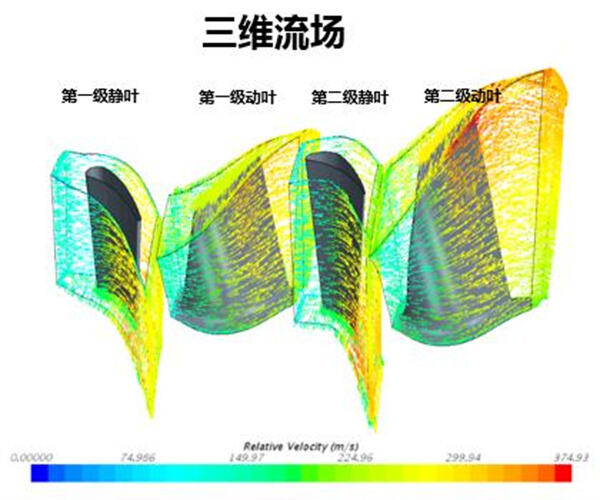
Fig. 8 distribuzione della velocità dopo l'ottimizzazione del flusso per unità dello stesso tipo
| Progetti | Unità | Punto di funzionamento |
| Pressione atmosferica locale | KPa(A) | 101.325 |
| Velocità della turbina | giri/min | 3000 |
| Flusso di gas all'ingresso della turbina | 10,000 Nm3/h | 24.5 |
| Pressione del gas all'ingresso della turbina | KPa(G) | 180 |
| Temperatura del gas all'ingresso della turbina | ℃ | 180 |
| Pressione del gas all'uscita della turbina | KPa(G) | 10 |
| Serie della turbina | - | 2 |
| Efficienza del flusso della turbina | % | 86.0 |
| Potenza della turbina | Kw | 8122 |
| Tabella 3 Risultati dell'Ottimizzazione del Flusso TRT | ||
Si può vedere dal sopra esposto che, dopo l'ottimizzazione, l'efficienza interna del passaggio di flusso raggiunge il 86.0%, con un aumento superiore al 10%. Nelle stesse condizioni di ingresso (debito, pressione, temperatura, composizione, ecc.), l'uscita unitaria aumenta di 892kW; in confronto con il valore progettato di 7230kW. In base alla media industriale del prezzo dell'elettricità di 0,65 yuan per chilowattora e all'utilizzo annuo di 8000 ore, l'aumento annuo di produzione di energia è di 7,316 milioni di chilowattore e il beneficio della produzione di energia è di 4,638 milioni di yuan.
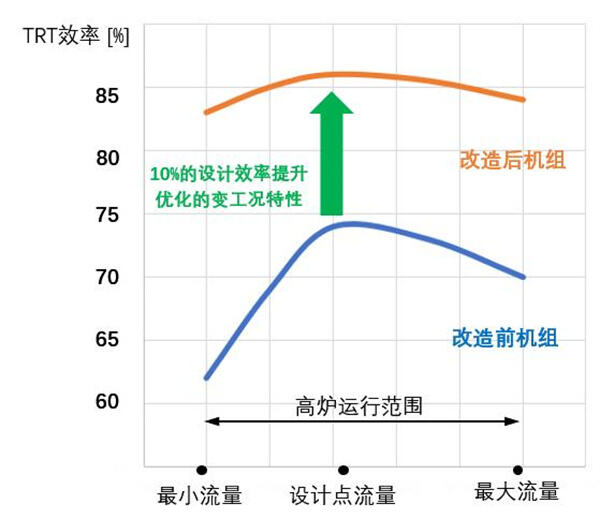
Le prestazioni dell'unità TRT in condizioni operative variabili (carico parziale e carico di picco) sono notevolmente migliorate, e la curva di efficienza è relativamente piatta rispetto a quella originale in una gamma più ampia di carichi variabili, in modo tale che l'unità TRT nel complesso si trovi in uno stato di funzionamento ad alta efficienza ottimale.
La durata dei rotori TRT è prolungata, l'intervallo tra i periodi di manutenzione è allungato e il carico di lavoro della manutenzione è ridotto.
Vengono risolti i problemi di forte vibrazione delle pale, alta temperatura delle piastre di spinta e simili dell'unità, migliorando la sicurezza e l'usabilità dell'unità.
5.Sistema di Gestione Intelligente per l'Analisi Online dell'Efficienza Energetica e della Vita del Turbina a Fornace Ausiliaria
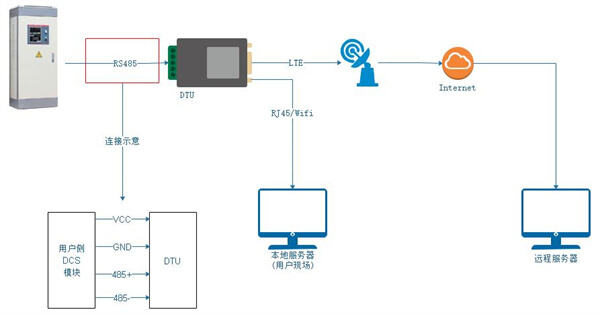
Questa soluzione include inoltre un insieme di "sistema intelligente per l'efficienza energetica on-line e la gestione della vita del gas turbine a forno alto" (sistema TELM+). Questo sistema può non solo analizzare in tempo reale l'indice di efficienza energetica del gas turbine, ma anche generare una grande quantità di dati operativi. Attraverso l'algoritmo intelligente del sistema e il suo sistema esperto interno, vengono fornite suggerimenti per l'ottimizzazione delle operazioni, consentendo al gruppo di funzionare in un'area di maggiore efficienza. Tuttavia, per quanto riguarda l'accumulo di polvere sulle pale e il tipo di erosione delle pale, attraverso il modulo di predizione intelligente incorporato, viene dato il grado di accumulo di polvere sulle pale e il tipo di mancanza di pale tramite intelligenza artificiale, fornendo una base scientifica per prendere misure corrispondenti.
Il sistema ha la capacità di apprendimento automatico. Con l'accumulo dei dati operativi, le analisi di efficienza energetica e i report di previsione della durata automaticamente generati dal sistema diventano più precisi, il che facilita notevolmente l'operazione e la manutenzione, rendendo l'operazione del turbina a gas di alto forno più efficiente e salutare, migliorando il tasso di operatività e riducendo le ore di downtime non pianificate.
6.Ambito di trasformazione e standard di conformità dell'ottimizzazione del flusso TRT
6.1 Trasformazione del flusso TRT in conformità con i seguenti standard
GBT 28246-2012 "Espanditore Turbina di Recupero Energetico del Gas di Alto Forno"
GBT 26137-2010 "Test delle Prestazioni Termiche dell'Espanditore Turbina di Recupero Energetico del Gas di Alto Forno"
JB/T4365 "Sistema di Lubrificazione, Sigillatura e Regolazione dell'Olio"
JB/T9631 "Condizioni Tecniche per le Fonderie in Ferro delle Turbine a Vapore"
JB/T9637 "Condizioni Tecniche per l'Assemblaggio della Turbina"
GB/T7064 "Requisiti Tecnici per i Motori Sincroni a Turbina"
GB6222 "Normativa Nazionale per la Sicurezza del Gas"
YBJ207 "Codice per la Costruzione e l'Accettazione dell'Installazione di Macchinari e Attrezzature Metallurgiche" Sistemi Idraulici, Pneumatici e di Lubrificazione.
Il lavoro sopracitato dovrà implementare gli ultimi standard nazionali, le norme tecniche nazionali e gli standard del settore.
6.2TRT Trasformazione del Flusso e Ambito di Fornitura
In base al modello dell'unità TRT dell'utente e alla situazione effettiva dal suo avvio operativo, l'ottimizzazione e la trasformazione del passaggio di flusso includono quanto segue:
a).Sostituire tutte le pale statiche delle due fasi;
La progettazione della pala statorica esegue calcoli multipli, in particolare per il bordo d'ingresso R, adattandosi ad una vasta gamma di variazione dell'angolo di attacco all'ingresso e garantendo un'alta efficienza in diverse condizioni operative con un ampio intervallo prima e dopo il punto di progettazione.
b).Sostituire la gabbia a sfere;
Il materiale delle guide cilindriche è QT400-15A, e la posizione centrale può essere regolata strutturalmente per compensare gli errori di produzione e garantire la coincidenza tra il centro della cassa e il centro del rotore, assicurando così uno spazio piccolo e uniforme tra le pale e il muro cilindrico e migliorando affidabilità ed efficienza.
c).Sostituire tutte le pale mobili delle due fasi;
La pala ha un'eccellente prestazione aerodinamica e presenta le caratteristiche di nessuna accumulazione di polvere e nessun ostruzione. La struttura garantisce di soddisfare i requisiti di resistenza e vibrazione. La pala del rotore è realizzata in acciaio inossidabile resistente ad alte temperature e ad alta resistenza. L'accoppiamento adotta un tipo a foglia di pino ad alta resistenza per garantire la vita utile alla fatica della pala. Tutte le pale mobili vengono sottoposte a test di frequenza e registrate per riferimento durante la manutenzione.
d).Sostituire il rotore (asse principale);
L'asse principale adotta un'acciaio legato ad alta resistenza 25CrNiMoV in forgiatura integrale per garantire che la struttura cristallina, le proprietà fisiche e meccaniche del materiale soddisfino pienamente i requisiti dell'operazione TRT, e il rotore viene sottoposto a test di bilanciamento dinamico.
e).Sigillatura delle pale fisse e mobili;
Viene utilizzato un software informatico per simulare l'ambiente di lavoro, calcolare rigorosamente lo sforzo e lo spostamento della pala in ciascuno stato richiesto, ottimizzare lo spazio tra la punta e la radice, ridurre le perdite di fuga d'aria e migliorare l'efficienza del flusso.
| Numero di serie | Nome | Modello/spec. | Quantità/Unità | Osservazioni |
| 1 | Statore di primo livello | Materiale 17-4PH | 1 Set | |
| 2 | Rotor di primo livello | Materiale 2Cr13 | 1 Set | |
| 3 | Statore secondario | Materiale 2Cr13 | 1 Set | |
| 4 | Rotor di seconda fase | Materiale 2Cr13 | 1 Set | |
| 5 | asse del rotore | 25CrNiMoV | 1 Set | Sigillo con estremità dell'asse |
| 6 | Cilindro delle guide (superiore e inferiore) e accessoriAnello guida | QT400-15A | 1 Set | Inclusi accessori di trasmissione |
| 7 | Sistema intelligente BPRT/TRT per l'analisi online dell'efficienza energetica e la gestione della durata | TELM+system | 1 Set | Computer host, display |
| MPG9.2-280.6/180 TRT Unit Ottimizzazione Flusso di Trasformazione Ambito Fornitura | ||||
7.Flusso di Lavoro e Ciclo di Trasformazione TRT
Completare tutto il lavoro di modifica entro 6 mesi dalla firma del contratto di ottimizzazione e modifica TRT con l'utente, e la modifica e l'installazione sul sito che influiscono realmente sull'operatività della TRT non dovrebbero normalmente superare i 10 giorni.
8.Misure e Vantaggi dell'Estensione della Vita delle Pale
Per gli utenti del gruppo TRT con alto contenuto di polvere e breve vita delle pale, l'aggiornamento del materiale delle pale (17-4PH) e lo spray di rivestimento ceramico sulla superficie possono prolungare significativamente la vita delle pale (più del doppio della durata di servizio), allungando l'intervallo tra i cicli di manutenzione e riducendo il carico di manutenzione.
il materiale 17-4PH (0Cr17Ni4Cu4Nb) è un acciaio inossidabile martensitico indurito per precipitazione, composto di rame e niobio/columbio, che presenta alta resistenza, durezza e buona resistenza alla corrosione. Dopo il trattamento termico, le proprietà meccaniche del prodotto sono più complete, con una resistenza a trazione fino a 890~1030 N/mm2. Il prodotto ha una buona resistenza alla corrosione da acidi o sali, ed è migliore rispetto al 2Cr13.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| rigidità | 277~311HB | 217~269HB |
| resistenza all'estensione | 900~970mpa | 690mpa |
| resistenza alla Rottura | 760~900mpa | 490mpa |
| Tabella 3 Confronto delle Proprietà Materiali delle Pale 17-4PH\/2Cr13 | ||
In base all'ambiente di lavoro speciale delle pale dell'unità TRT, il processo di spray è stato migliorato in modo adattivo e la tecnologia di spray a plasma ceramico è stata applicata alla protezione antincorrosiva della superficie delle pale TRT. Lo spray a plasma è un processo in cui il materiale fuso viene sciolto a alta temperatura dal plasma e poi le particelle fuse vengono spinte sulla superficie delle componenti tramite gas ad alta velocità per formare un rivestimento. Lo spessore del rivestimento ceramico è di 0,35 mm. Assicurando una buona efficienza idrodinamica e la resistenza delle pale, offre anche una eccellente resistenza agli urti termici e alla scheggiatura. La roughness della superficie del rivestimento è bassa. La roughness della superficie della ceramica trattata può raggiungere i 0,7 μm, il che significa essere molto liscia. Quando utilizzata in combinazione con un inibitore di incrostazioni, l'effetto di prolungamento della vita delle pale è evidente. L'esperienza di numerosi utenti TRT dimostra che le pale TRT di questo processo hanno buona resistenza all'usura e alla corrosione.

Dopo 7 mesi di funzionamento

Il materiale della lama dell'unità è stato aggiornato per 7 mesi (rivestito)
Adottando la tecnologia di estensione della durata sopra menzionata, si prevede che il periodo di manutenzione delle lame venga esteso da 1,5 a 2 volte la vita originale, riducendo così la frequenza della manutenzione, risparmiando i costi di manutenzione e riducendo la perdita dei benefici di risparmio energetico durante l'interruzione.
9. Garanzia di Qualità e Garanzia dello Standard di Prestazione
Garantire che la tecnologia di ottimizzazione e trasformazione del passaggio di flusso del gas turbo (TRT) sia avanzata, sicura e affidabile, e abbia prestazioni di applicazione simili;
Garantire la qualità delle parti fornite, effettuare ispezioni e test necessari su tutte le parti prima della consegna, e garantire che l'intero progetto e la produzione soddisfino i requisiti delle relative normative; i materiali utilizzati sono tutti materiali qualificati, e possono fornire i documenti di certificazione della qualità dei materiali corrispondenti;
Dopo l'installazione e il debug, le parti fornite raggiungono il livello di sicurezza e affidabilità richiesto dallo standard e soddisfano il valore obiettivo delle prestazioni della modifica del flusso attraverso:
Dopo l'ottimizzazione e la trasformazione del flusso TRT, in base al piano di valutazione delle prestazioni concordato da entrambe le parti, con i parametri di funzionamento stabiliti nel contratto, l'aumento della potenza di generazione TRT è garantito essere superiore a 892 kW.
servizio dopo vendita
10.1 Servizio sul sito per la riqualificazione TRT
Fornire agli utenti un servizio post-vendita efficiente e di alta qualità, assegnare manager di servizio qualificati e con esperienza, riferire regolarmente il progresso dell'implementazione del progetto di ristrutturazione, consegnare le parti richieste per la ristrutturazione in base all'accordo e organizzare personale tecnico professionale o squadre sul campo responsabili dell'installazione, della messa in funzione e di altri progetti di servizio tecnico. Dopo che l'unità ristrutturata è stata messa in funzione e valutata nei tempi previsti, verranno forniti servizi tecnici gratuiti nel corso del periodo di garanzia di un anno.
10.2 Servizio di manutenzione TRT a lungo termine
Un team di manutenzione composto da ingegneri turbine e professionisti offre generalmente servizi di manutenzione che includono:
Aprire il cilindro per pulire il rotore; Riparare o sostituire le pale mobili; Riparare le parti logorate dell'hub del rotore; Sostituire tutte le parti di sigillatura sull'asse; Riparazione dei giunti d'asse,
Il giunto dell'asse principale, la piastra di spinta e la scanalatura radice delle pale devono essere sottoposti a controllo di difetti cromatici.
Rimozione di ruggine, ispezione e riparazione delle deformazioni delle parti logorate del cilindro dell'anello;
Riparazione o sostituzione delle pale fisse, sostituzione degli ingranaggi a sfera delle pale fisse e di altri accessori;
Dopo la riparazione del rotore, si esegue un bilanciamento dinamico ad alta velocità a una velocità di 3000 giri/min.
Controllare lo spazio tra le pale mobili e fisse;
Striscia sigillante e pin di posizionamento del cuscinetto cilindrico necessari per l'installazione sul campo;
Servizi TRT richiesti da altri clienti
10.3 Fornitura a lungo termine di pezzi di ricambio come pale
Ha la capacità di produzione e fabbricazione di pale e dispone di un magazzino di pezzi di ricambio per le pale. Le pale convenzionali possono soddisfare le esigenze urgenti dei clienti.
11. Allegati correlati
Elenco delle principali attrezzature di lavorazione e produzione
| Tipo di dispositivo | Modello | capacità | Peso del pezzo da lavorare | quantità | Luogo di origine |
| XxYxZ | (kg) | (impostato | |||
| Centro di lavorazione orizzontale (quattro assi) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Corea |
| Centro di lavorazione verticale (cinque assi) | XHK800 | 1250 x400 x400 | 1000 | 1 | Cina |
| Centro di lavorazione verticale (cinque assi) | HL5001A | φ800 x320 | 1000 | 1 | Cina |
| Centro di fresatura verticale ad alta velocità (quattro assi) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800\/1600 | 6 | Haas, USA |
| Centro di fresatura verticale (quattro assi) | VM1300A | 1300 x650 x710 | 1500 | 2 | Cina |
| Centro di fresatura verticale (quattro assi) | BV100 | 1050 x510 x560 | 700 | 2 | Cina |
| Sistema di rivestimento laser | RC-LCD-800W | Fisso/movibile | 1500/30000 | 1 | Cina |
| Sistema di saldatura in Stellite/Raffreddamento ad alta frequenza | GGC-80-2 | 1500 x500 x500 | 500 | 1 | Cina |
| Macchina per la levigatura/politura con nastro abrasivo | 2M5430 | φ200 x50 | 50 | 12 | Cina |
Gruppo di macchine utensili a controllo numerico

Sistema di rivestimento laser

Sistema di saldatura in Stellite/Raffreddamento ad alta frequenza

Dispositivo per l'installazione e la manutenzione del rotore


Gruppo di macchine per la lavorazione con nastro abrasivo e lucidatura



| Tipo di dispositivo | Modello | intervallo di misurazione | QUANTITÀ | Luogo di origine | |
| XxYxZ | (Taiwan) | ||||
| Macchina misuratrice a coordinate | X08107 | 800x1000x700 | 1 | Wenze, Germania | |
| 50x proiettore | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Strumento di misura | E238 | φ280 x380 | 1 | ELBO, Italia | |
| Strumento di misura della ruvidezza | SJ-210 | 1 | MITU, Giappone | ||
| Sistema di test di frequenza | FSA-C | 200-1200 | 1 | Università Jiaotong di Xi'an | |
| tester di durezza Brinell | HB-300B | 1 | Era di Pechino | ||
| Macchina per test non distruttivi | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Analizzatore di Spettro | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Macchina misuratrice a coordinate | 50x proiettore | ||||
 |
 |
||||
Strumento di misura |
Strumento di misura della ruvidezza |
||||
 |
 |
||||
Rilevatore di difetti a particelle magnetiche |
Rilevatore di difetti a particelle magnetiche |
||||
11.1 Elenco dei clienti
Fornitore della turbina principale
Shaanxi Blower (Group) Co., Ltd.
Chengdu Engine (Group) Co., Ltd.
Nanjing Turbine Motor (Group) Co., Ltd.
Harbin Steam Turbine Factory Co., Ltd.
Dongfang steam turbine co., ltd
Beijing North Heavy Duty Truck Motor Co., Ltd.
……
Cliente finale
Hebei Iron and Steel Co., Ltd.
Shandong Iron and Steel Group Co., Ltd.
Jiangsu Shagang Group Co., Ltd.
Lianfeng Steel (Zhangjiagang) Co., Ltd.
Changzhou Zhongtian Steel Group Co., Ltd.
Gansu Jiugang Group Company
China Datang Group Corporation
China Resources Electric Power Holding Co., Ltd.
……
11.2 Esperienza
Smontaggio e riparazione dell'asse 6# di Zhongtian Steel
Riparazione dell'asse 10# della Zhongtian Iron and Steel Company attraverso lo smontaggio e l'assemblaggio del cuscinetto in acciaio
Smontaggio dell'asse BPRT 7# di Zhongtian Steel e sostituzione delle pale, riparazione del cuscinetto dell'asse cilindrico
Smontaggio dell'asse TRT 2# del gruppo Shagang Huasheng Ferroleggeri e sostituzione completa delle lame fisse e mobili, rivestimento a laser della ghiandola del cuscinetto dell'asse cilindrico
Smontaggio dell'asse TRT 7# del gruppo Shagang Huasheng Ferroleggeri e sostituzione completa delle lame fisse e mobili
Produzione, assemblaggio e collaudo della turbina a vapore pompa ad olio scorrevole CSIC
Smontaggio e revisione del cuscinetto cilindrico dell'asse MPG9.7BPRT di Tangshan Ruifeng Steel
Assemblaggio del Rotor di Shagang First Coking 18MW Turbina a Vapore Industriale
Smontaggio e Assemblaggio delle Pale del Rotor di Shandong Huantai Thermoelectric 25MW Turbina a Vapore ad Alta Temperatura e Pressione
Smontaggio e Riparazione del Rotor TRT della Fornace a Soffio 3200 di Jinan Steel
Smontaggio e Assemblaggio del Rotor dell'Ultima Fase della Turbina di Changqiang Steel
Smontaggio e Sostituzione delle Pale del Rotor TRT 3# di Jiuquan Steel
Mappatura e Produzione delle Pale per il Rotor TRT della "MAN Turbine" di Benxi Steel
Ottimizzazione del Rotor a Bassa Pressione della Turbina a Vapore 8#9#125MW di Datang Baoding Thermoelectric
Ottimizzazione della Turbina a Vapore da 50MW Ciclo Combinato di Jining Jinwei
Ottimizzazione della Turbina a Vapore da 50MW Ciclo Combinato della Centrale Termica di Beian
Riconversione della Turbina a Vapore da 100MW della Centrale Elettrica di Hulinhe
Ottimizzazione della lama del rotore della turbina a vapore da 25MW in Lianfeng Steel
Ottimizzazione della lama del rotore del BPRT n.3 in Lianfeng Steel
Ottimizzazione della lama del rotore del TRT n.6 in Lianfeng Iron and Steel Company
Ottimizzazione della lama del rotore del BPRT n.4 in Lianfeng Steel
Ottimizzazione della lama del rotore del TRT n.7 in Lianfeng Iron and Steel Company
11.3 Foto correlate





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN

