
Оглавление
1. Обзор блока TRT
2. Анализ текущей эксплуатации блока TRT
3. Продвинутая технология и метод проектирования для оптимизации и преобразования потока TRT
4. Результат оптимизации потока TRT
5. Система управления интеллектом для анализа эффективности и срока службы онлайн для газотурбинного двигателя доменной печи
6. Оптимизация и преобразование области потока TRT и соответствие стандарту
6.1. Преобразование потока TRT следует стандарту
6.2. Преобразование потока TRT и область поставки
7. Рабочий процесс и цикл преобразования TRT
8. меры по продлению срока службы лопасти и выгоды
9. Обеспечение качества и гарантия соответствия характеристик
10. послепродажное обслуживание
10.1. Услуга на месте преобразования TRT
10.2. Долгосрочная сервисная служба обслуживания TRT
10.3. Долгосрочная поставка запчастей, таких как лопасти
11. Релевантный приложение
1. Обзор блока TRT
* * * * * * * * * * * Доменная печь объёмом 1250м3 компании (далее именуемая "* * * * * * Сталь") использует сухую мешковую фильтрацию, а её соответствующий газотурбинный TRT использует остаточное давление газа верхней части доменной печи для производства электроэнергии, что приносит огромные экономические выгоды предприятию.
Блок TRT был разработан и изготовлен компанией Xi 'an Shangu Power Co., Ltd., используя технологии Mitsui и Sulzer, введённые на раннем этапе. Модельный номер MPG9.2-280.6/180. В сравнении с самой передовой технологией TRT в развитых странах, всё ещё существует большой разрыв в показателях эффективности отечественных блоков TRT, что проявляется в КПД тракта. Отечественные установки находятся в диапазоне 65%~75%, значительно ниже международного уровня 84~92%. Поэтому необходимо оптимизировать тракт работающих блоков TRT.
Мы внедряем самые передовые технологии проектирования турбинных каналов TRT из Германии и Японии и применяем их к TRT-установкам, эксплуатируемым в настоящее время в Китае, что может значительно повысить эффективность TRT, то есть при существующих параметрах скорости потока газа, давления, температуры и состава выработка электроэнергии установкой увеличится на 10%~20%, создавая больше экономических выгод и способствуя сохранению энергии и снижению выбросов.
| Проекты | Единица | Точка эксплуатации | |
| точка проектирования | Максимальная точка | ||
| Местное атмосферное давление | КПа(А) | 100 | |
| Скорость турбины | об/мин | 3000 | |
| Объем газового потока на входе в турбину | 10,000 Нм3/ч | 245000 | 270000 |
| Давление газа на входе в турбину | КПа(Г) | 180 | 200 |
| Температура газа на входе в турбину | ℃ | 180 | 230 |
| Давление газа на выходе из турбины | КПа(Г) | 10 | 10 |
| Серия турбины | - | 2 | 2 |
| Мощность турбины | КВт | 7230 | 9200 |
Таблица 1 Исходные параметры проектирования ТРТ | |||
2. Анализ текущей эксплуатации установки ТРТ
Согласно историческим данным эксплуатации, анализ работы установки в определенный день (как показано на рис. 1) показывает, что при колебании объема входящего потока фактическое значение эффективности работы установки находится в пределах 60-75%.
Рис. 1 Режим работы установки ТРТ в определенный день (эффективность и расход входящего потока)
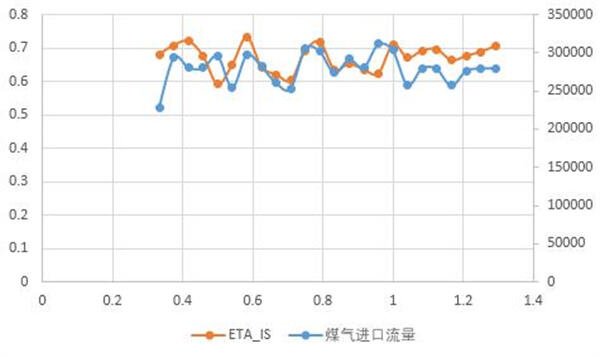
Рис. 2 Протокол состояния работы установки ТРТ в определенный день
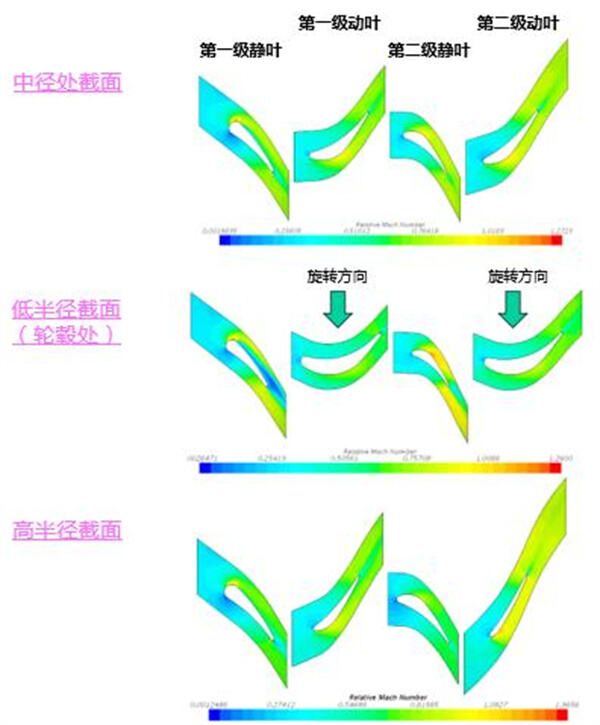
Анализ пропускной способности на рабочей точке данного типа агрегата выглядит следующим образом:
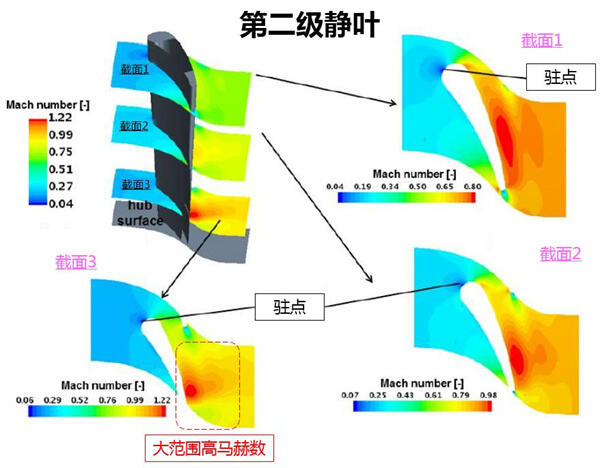
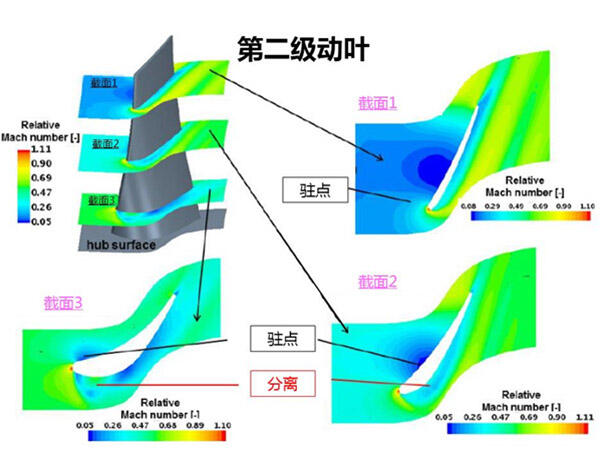
Рис. 3 распределение числа Маха для данного типа агрегата до модификации потока
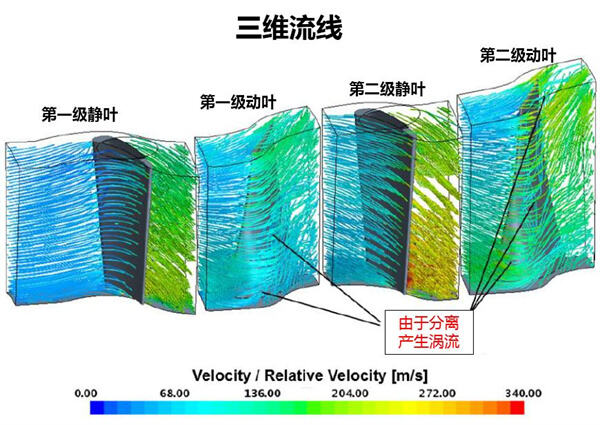
Рис. 4 распределение скорости для данного типа агрегата до модификации потока
С помощью анализа трехмерного поля течения CFD видно, что аэродинамический дизайн статических и движущихся лопастей данного типа установки относительно устаревший, и в распределении воздушного потока существует много проблем: необоснованное распределение скорости и углов, отрыв потока и профиль назад. Как показано на рисунке 4, точка застоя второй ступени роторной лопасти смещена от передней кромки и расположена на переднем конце давления. Наблюдается явная потеря угла удара. Высокоскоростная область всасывающей поверхности увеличивает потери потока. На всасывающих поверхностях лопастей ротора первой и второй ступеней наблюдаются явные явления отрыва потока, что приводит к потерям завихрений и нестабильному внутреннему потоку. Все это привело к низкой эффективности потока, и каналу необходимо оптимизировать.
3. Передовые технологии и методы проектирования для оптимизации и реконструкции прохода потока ТРТ
4. Результаты оптимизации прохода потока ТРТ
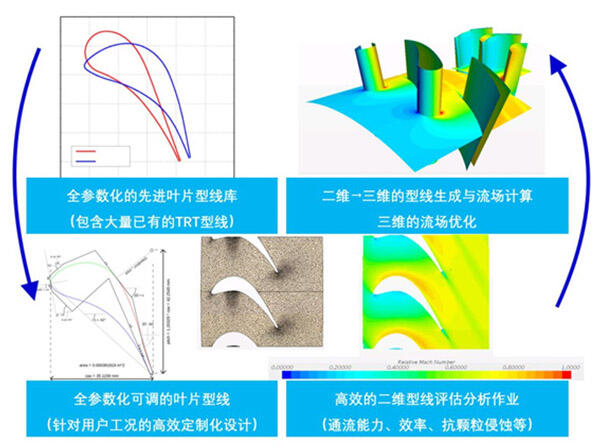
Проектирование оптимизации потока следует вышеуказанному процессу анализа и проектирования. Сначала проводятся макро (одномерные, двумерные) и микро (трёхмерные CFD) расчёты и оценка текущего узла для анализа аэродинамических проблем существующего дизайна. Затем, в сочетании с передовыми реактивными концепциями аэродинамического проектирования турбин, постепенно углубляется и оптимизируется размещение потока (одномерное), управление вихревым потоком (двумерное), форма лопасти и согласование ступеней, что в конечном итоге приводит к надёжной аэродинамической конструкции.
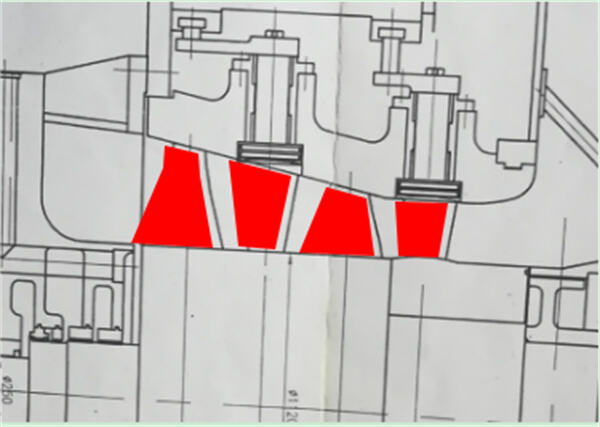
Рис. 5 исходный меридиональный плоский потоковый дизайн
Проектирование высоты и угла меридионального канала;
- Оптимизация распределения осевой скорости; - Оптимальное соотношение сторон лопасти; - Снижение зазорных потерь;
Оптимизация расстояния между лопастями:
- Уменьшение вторичных потоковых потерь и потерь пробуждения;
Передизайн радикального вихревого управления;
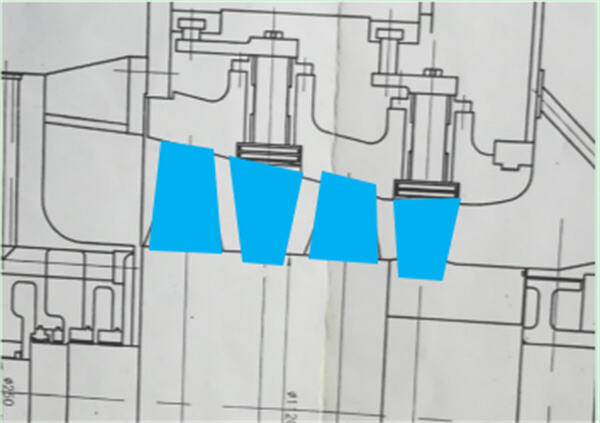
Рис. 6 меридиональный плоский потоковый дизайн и расположение лопастей после оптимизации одномерного и двумерного дизайна
С помощью одномерного и двумерного проектирования можно получить более рациональный дизайн потока в меридианной плоскости, что делает распределение воздушного потока более равномерным, а распределение падения энтальпии на всех уровнях и установка степени реакции становятся более обоснованными. Соотношение сторон лопасти, относительный шаг и другие ключевые геометрические параметры, влияющие на аэродинамику, находятся в оптимальном интервале. Сочетание передовых профилей и технологий управления вихрем позволяет преодолеть большинство проблем исходного аэродинамического дизайна.
Используя описанные выше методы оптимизации, были получены следующие трехмерные
результаты течения при тех же входных параметрах
Рис. 7 Распределение числа Маха после оптимизации течения для единиц того же типа
Как видно из приведенной выше фигуры, после оптимизации угол удара значительно уменьшился, а смещение положения точки застоя исправлено. Больше нет отрыва потока на лопастях ротора, и распределение потока на лопастях второго ступенчатого статора также улучшено. В общем, оптимизированный дизайн делает распределение поля течения более равномерным и обоснованным как в осевом, так и в радиальном направлениях, снижает отделение жидкости, потери вторичного потока, потери угла удара и выходные потери, что значительно повышает общую эффективность.
Оптимизированная двухступенчатая лопасть спроектирована с чисто реактивным типом, и согласование коэффициента нагрузки и степени реактивности близко к идеальному значению, что значительно снижает потери остаточной скорости и повышает эффективность диффузора выпускного коллектора.
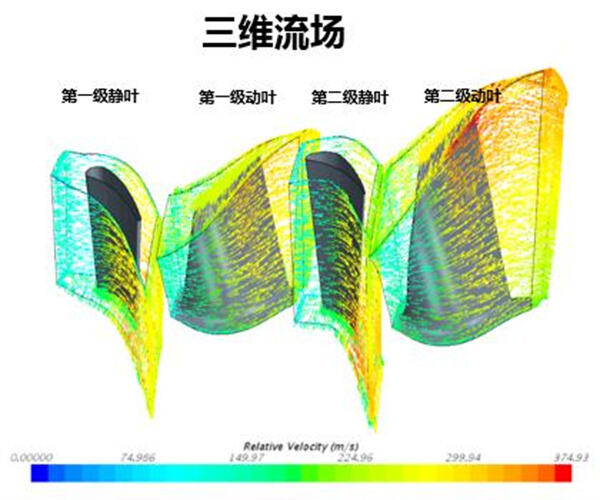
Рис. 8 Распределение скорости после оптимизации потока для единиц того же типа
| Проекты | Единица | Точка эксплуатации |
| Местное атмосферное давление | КПа(А) | 101.325 |
| Скорость турбины | об/мин | 3000 |
| Объем газового потока на входе в турбину | 10,000 Нм3/ч | 24.5 |
| Давление газа на входе в турбину | КПа(Г) | 180 |
| Температура газа на входе в турбину | ℃ | 180 |
| Давление газа на выходе из турбины | КПа(Г) | 10 |
| Серия турбины | - | 2 |
| Эффективность турбинного потока | % | 86.0 |
| Мощность турбины | КВт | 8122 |
| Таблица 3 Результаты оптимизации потока TRT | ||
Из вышеизложенного видно, что после оптимизации КПД внутреннего потока достигает 86,0%, что на более чем 10% выше. При тех же входных условиях (объем потока, давление, температура, состав и т.д.) выходная мощность увеличивается на 892 кВт; по сравнению с проектным значением в 7230 кВт. С учетом средней промышленной цены электроэнергии 0,65 юаня за киловатт-час и годового использования в течение 8000 часов, ежегодный прирост выработки электроэнергии составляет 7,316 млн киловатт-часов, а экономический эффект от производства электроэнергии — 4,638 млн юаней.
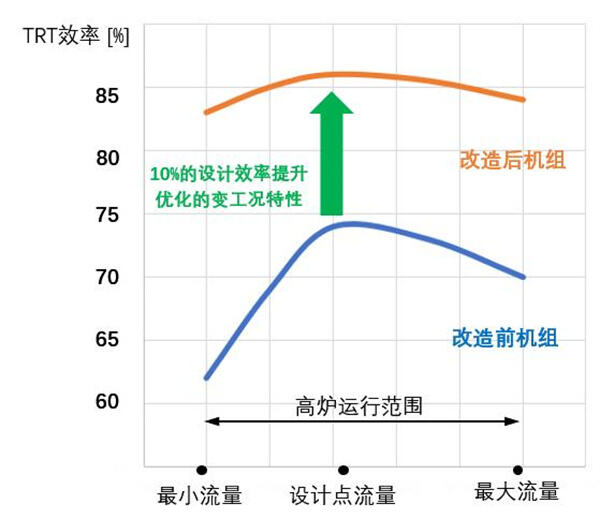
Производительность установки TRT при переменных режимах работы (частичная нагрузка и пиковая нагрузка) значительно улучшается, и кривая эффективности становится относительно плоской в более широком диапазоне переменной нагрузки по сравнению с исходной, что обеспечивает оптимальное высокоэффективное функционирование всей установки TRT.
Срок службы лопастей TRT увеличивается, интервал между капитальными ремонтами продлевается, а объем ремонтных работ снижается.
Решены проблемы сильных вибраций лопастей, высокой температуры тяговых подшипников и т.п. агрегата, что提高了 агрегата, улучшив его безопасность и эксплуатационные характеристики.
5. Интеллектуальная система управления для онлайн-анализа эффективности использования энергии и срока службы турбины доменной печи
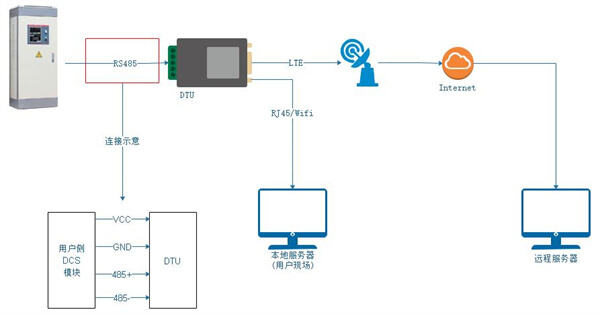
Это решение также включает набор "интеллектуальной системы для онлайн-эффективности энергопотребления и управления ресурсом газовой турбины доменной печи" (система TELM+). Эта система может не только анализировать индекс энергоэффективности газовой турбины онлайн и в реальном времени, но и генерировать большой объем данных для эксплуатации. С помощью интеллектуальных алгоритмов системы и собственной экспертной системы даются рекомендации по оптимизации работы, чтобы блок мог функционировать в зоне более высокой эффективности. Однако для типа накопления пыли на лопасти и типа эрозии лопасти, через встроенный интеллектуальный модуль прогнозирования, степень накопления пыли на лопасти и тип повреждения определяются с использованием искусственного интеллекта, предоставляя научную основу для принятия соответствующих мер.
Система обладает возможностью машинного обучения. При накоплении данных о работе анализы энергоэффективности и автоматически генерируемые отчеты о прогнозировании срока службы становятся более точными, что значительно облегчает эксплуатацию и обслуживание, делает работу турбины на газе доменной печи более эффективной и надежной, повышает коэффициент использования и снижает количество неплановых простоев.
6. Область оптимизационных преобразований потока TRT и стандарт соответствия
6.1 Преобразование потока TRT в соответствии со стандартами
GBT 28246-2012 "Турбина восстановления энергии газа доменной печи"
GBT 26137-2010 "Тепловые испытания турбины восстановления энергии газа доменной печи"
JB/T4365 "Система смазки, уплотнения и регулирования маслом"
JB/T9631 "Технические условия для чугунных отливок паровой турбины"
JB/T9637 "Технические условия для сборки турбины"
GB/T7064 "Технические требования к синхронным двигателям типа турбины"
GB6222 "Национальные правила безопасности газа"
YBJ207 "Код строительства и приемки инженерных сооружений по монтажу металлургического машиностроения" Гидравлические, пневматические и смазочные системы.
Указанные работы должны осуществляться в соответствии с последними национальными стандартами, техническими стандартами и отраслевыми стандартами.
6.2TRT Преобразование потока и объем поставок
Согласно модели TRT-агрегата пользователя и фактической ситуации с момента его ввода в эксплуатацию, оптимизация и преобразование проходного канала включают следующее:
а). Замена всех статических лопаток двух ступеней;
Проектирование статорных лопастей выполняется с несколькими циклами расчетов, особенно для радиуса R входной кромки, что адаптируется к широкому диапазону изменения угла атаки на входе и обеспечивает высокую эффективность при различных рабочих условиях в широком диапазоне до и после точки проектирования.
б). Замена корпуса подшипника;
Материал опорного подшипника цилиндра - QT400-15A, а положение центра можно структурно отрегулировать для компенсации производственных погрешностей и обеспечения совпадения между центром корпуса и центром ротора, что гарантирует малый и равномерный зазор между лопастями и стенкой цилиндра, повышая надежность и эффективность.
в). Заменить все движущиеся лопасти двух ступеней;
Лопасть обладает отличными аэродинамическими характеристиками и имеет свойства отсутствия накопления пыли и засорения. Конструкция обеспечивает соответствие требованиям прочности и вибрации. Лопасти ротора изготовлены из высокопрочной, жаростойкой нержавеющей стали. Шип выполнен в виде высокопрочного дерева для обеспечения долговечности при усталости материала. Все движущиеся лопасти тестируются на частоту и записываются для использования во время обслуживания.
г). Заменить ротор (основной вал);
Основная шафт выполнена из высокопрочной легированной стали 25CrNiMoV методом общей ковки, что обеспечивает структуру кристаллической фазы, физические и механические свойства материала полностью соответствуют требованиям эксплуатации TRT, а ротор подвергается динамическому балансировочному тесту.
e). Уплотнение подвижных и неподвижных лопастей;
Используется компьютерное программное обеспечение для моделирования рабочей среды, строгого расчета деформации и перемещения лопасти в каждом требуемом состоянии, оптимизации зазора на кончике и у основания, снижения потерь от утечки воздуха и повышения эффективности потока.
| Серийный номер | Имя | Модель/спецификация | Количество/Единица | Примечания |
| 1 | Первый ступени статор | Материал 17-4PH | 1 комплект | |
| 2 | Первый ступени ротор | Материал 2Cr13 | 1 комплект | |
| 3 | Вторичный статор | Материал 2Cr13 | 1 комплект | |
| 4 | Ротор второго этапа | Материал 2Cr13 | 1 комплект | |
| 5 | вал ротора | 25CrNiMoV | 1 комплект | Уплотнение с торцевой частью вала |
| 6 | Подшипниковый цилиндр (верхний и нижний) и комплектующие. Руководящее кольцо | QT400-15A | 1 комплект | Включая приводные комплектующие |
| 7 | Интеллектуальная система BPRT/TRT для онлайн-анализа энергоэффективности и управления ресурсом | Система TELM+ | 1 комплект | Главный компьютер, дисплей |
| MPG9.2-280.6/180 Объем поставок для оптимизации преобразования потока TRT единицы | ||||
7.Процесс преобразования и цикл TRT
Завершить всю модификационную работу в течение 6 месяцев с момента подписания контракта на оптимизацию модификации TRT с пользователем, а сроки непосредственной модификации и установки на месте, которые действительно влияют на работу TRT, обычно не должны превышать 10 дней.
8.Меры и преимущества продления срока службы лопастей
Для пользователей TRT-установок с высоким содержанием пыли и коротким сроком службы лопастей, обновление материала лопастей (17-4PH) и нанесение керамического покрытия на поверхность могут значительно продлить срок службы лопастей (увеличить его более чем вдвое), увеличить интервал между периодами обслуживания и снизить объем работ по обслуживанию.
материал 17-4PH (0Cr17Ni4Cu4Nb) представляет собой мартенситную нержавеющую сталь с осадковым упрочнением, состоящую из меди и ниобия/колумбия, которая обладает высокой прочностью, твёрдостью и хорошей коррозионной стойкостью. После термической обработки механические свойства продукта становятся более совершенными, предел прочности достигает 890~1030 Н/мм2, продукт имеет хорошую коррозионную стойкость к кислотам или солям, и его свойства лучше, чем у 2Cr13.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| жёсткость | 277~311HB | 217~269HB |
| предел прочности при растяжении | 900~970мпа | 690мпа |
| предельная прочность | 760~900мпа | 490мпа |
| Таблица 3 Сравнение механических свойств материалов лопастей 17-4PH/2Cr13 | ||
С учётом специфических условий работы лопастей блока TRT, процесс напыления был адаптивно улучшен, и технология плазменного напыления керамики была применена для поверхностной антикоррозийной обработки лопастей TRT. Плазменное напыление — это процесс, при котором расплавленный материал плавится при высокой температуре в плазме, а затем частицы расплавленного материала выбрасываются на поверхность деталей с помощью сверхзвуковых газов, образуя покрытие. Толщина керамического покрытия составляет 0,35 мм. При обеспечении хорошей аэродинамической эффективности и прочности лопасти она также обладает отличной сопротивляемостью тепловому удару и отслаиванию. Шероховатость поверхности покрытия низкая. Шероховатость обработанной керамики может достигать 0,7 мкм, что является очень гладкой поверхностью. При использовании совместно со средством против образования накипи эффект продления срока службы лопасти очевиден. Практика многих пользователей TRT подтверждает, что лопасти TRT этого процесса обладают хорошей износостойкостью и коррозионной стойкостью.

После 7 месяцев эксплуатации

Материал лопасти агрегата был улучшен в течение 7 месяцев (обworked)
Применяя вышеупомянутую технологию продления срока службы, ожидается, что период обслуживания лопастей будет увеличен до 1,5-2 раз больше первоначального срока службы, что снижает частоту обслуживания, экономит затраты на обслуживание и уменьшает потери от преимуществ экономии электроэнергии при простои.
9. Обеспечение качества и гарантия стандартов производительности
Обеспечить, чтобы технология оптимизации и модернизации проходного канала котельного газотурбинного двигателя (TRT) была передовой, безопасной и надежной, и имела аналогичные показатели применения;
Обеспечить качество поставляемых деталей, провести необходимые проверки и испытания всех деталей перед поставкой и обеспечить, чтобы весь процесс проектирования и производства соответствовал требованиям соответствующих нормативных актов; Используемые материалы являются полностью сертифицированными материалами, и могут быть предоставлены соответствующие документы о качестве материалов;
После установки и наладки поставленные детали достигают безопасности и надежности, требуемых стандартом, и соответствуют целевому значению производительности модификации потока:
После оптимизации и преобразования потока TRT, в соответствии с программой оценки производительности, согласованной обеими сторонами, при параметрах режима работы, предусмотренных соглашением, увеличение мощности выработки электроэнергии TRT гарантируется быть больше 892 кВт.
10 Послепродажное обслуживание
10.1 Техническое обслуживание на месте модернизации TRT
Обеспечивать пользователей эффективным и качественным послепродажным обслуживанием, назначать квалифицированных и опытных менеджеров по обслуживанию, регулярно отчитываться о прогрессе реализации проекта реконструкции, доставлять запчасти, необходимые для реконструкции, согласно договору, и организовывать профессиональный персонал/команды на месте для выполнения технических работ по установке, настройке и другим проектам технического обслуживания. После ввода в эксплуатацию отремонтированной единицы и ее оценки в установленные сроки будет предоставляться бесплатное техническое обслуживание в течение одного года гарантийного периода.
10.2 Долгосрочное техническое обслуживание TRT
Команда технического обслуживания, состоящая из инженеров-турбинистов и специалистов, обычно предоставляет услуги по обслуживанию, включая:
Открытие цилиндра для очистки ротора; ремонт или замена подвижных лопастей; восстановление изношенных частей роторного узла; замена всех уплотнительных элементов на валу; ремонт шеек вала,
Главные шейки вала, толкатели и пазы корней лопастей должны быть проверены методом окраски на наличие дефектов.
Удаление ржавчины, проверка деформации и ремонт изношенных частей корпуса подшипника;
Ремонт или замена неподвижных лопастей, замена подшипников неподвижных лопастей и других компонентов;
После ремонта ротора проводится высокоскоростная динамическая балансировка на скорости 3000 об/мин.
Проверка зазора между движущимися и неподвижными лопастями;
Уплотнительные полосы корпуса подшипника и позиционирующие销ы, необходимые для монтажа на месте;
Услуги по обслуживанию TRT, требуемые другими заказчиками
10.3 Долгосрочное обеспечение запасными частями, такими как лопасти
Обладает возможностями производства и изготовления лопастей, а также складом запасных частей для лопастей. Обычные лопасти могут удовлетворить срочные потребности клиентов.
11. Связанные приложения
Список основного оборудования для обработки и производства
| Тип устройства | Модель | вместимость | Вес заготовки | кол-во | Место происхождения |
| XxYxZ | (кг) | (набор | |||
| Центровочный станок с ЧПУ горизонтальный (четырехосный) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Корея |
| Центровочный станок с ЧПУ вертикальный (пятиосный) | XHK800 | 1250 x400 x400 | 1000 | 1 | Китай |
| Центровочный станок с ЧПУ вертикальный (пятиосный) | HL5001A | φ800 x320 | 1000 | 1 | Китай |
| Центровой вертикальный станок с ЧПУ (четырехосевой) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800/1600 | 6 | Haas, США |
| Вертикальный обрабатывающий центр (четырехосевой) | VM1300A | 1300 x650 x710 | 1500 | 2 | Китай |
| Вертикальный обрабатывающий центр (четырехосевой) | BV100 | 1050 x510 x560 | 700 | 2 | Китай |
| Система лазерного напыления | RC-LCD-800W | Фиксированный/подвижный | 1500/30000 | 1 | Китай |
| Система сварки стеллитом/высокочастотной закалки | GGC-80-2 | 1500 x500 x500 | 500 | 1 | Китай |
| Шлифовально-полировальная машина с абразивным ремнем | 2M5430 | φ200 x50 | 50 | 12 | Китай |
Группа числового контроля станков

Система лазерного напыления

Система сварки стеллитом/высокочастотной закалки

Устройство для установки и обслуживания ротора


Группа шлифовальных машин с абразивным ремнем и полировальных машин



| Тип устройства | Модель | диапазон измерений | КОЛИЧЕСТВО | Место происхождения | |
| XxYxZ | (Тайвань) | ||||
| Координатная измерительная машина | X08107 | 800x1000x700 | 1 | Венце, Германия | |
| проектор 50x | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Измерительный инструмент | E238 | φ280 x380 | 1 | ELBO, Италия | |
| Инструмент для измерения шероховатости | SJ-210 | 1 | MITU, Япония | ||
| Система тестирования частоты | FSA-C | 200-1200 | 1 | Сианьский университет цзяотун | |
| бринелевский твердомер | HB-300B | 1 | Пекинская эра | ||
| Машина неразрушающего контроля | CJW-2000I | 0-1500 | 1 | Цзянсу Саншэнда | |
| Спектровой анализатор | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Координатная измерительная машина | проектор 50x | ||||
 |
 |
||||
Измерительный инструмент |
Инструмент для измерения шероховатости |
||||
 |
 |
||||
Детектор дефектов магнитными частицами |
Детектор дефектов магнитными частицами |
||||
11.1 Список клиентов
Поставщик основного турбины
Shaanxi Blower (Group) Co., Ltd.
Chengdu Engine (Group) Co., Ltd.
Nanjing Turbine Motor (Group) Co., Ltd.
Harbin Steam Turbine Factory Co., Ltd.
Dongfang steam turbine co., ltd
Пекинский северный завод тяжелых грузовиков
……
Конечный пользователь
Хэбейская сталелитейная компания
Шаньдунская группа черной металлургии
Группа Цзянсу Шагань
Ляньфэн Стил (Чжанцзягань)
Чанчжоуская группа Чжунтянь Стил
Группа Цзюгань провинции Ганьсу
Китайская группа Датань
Холдинговая компания «Чайна Ресурс Электрик Пауэр»
……
11.2 Опыт
Демонтаж и ремонт 6# подшипника ротора из стали Zhongtian Steel
Ремонт ротора №10 компании Zhongtian Iron and Steel путем демонтажа и сборки подшипника стали
7#BPRT ротор Zhongtian Steel разбирается и заменяются лопатки, ремонтируется цилиндр подшипника ротора
Демонтаж ротора 2#TRT группы Shagang Huasheng и замена полного комплекта движущихся и неподвижных лопаток, лазерная наплавка на цилиндре подшипника ротора
Демонтаж ротора 7#TRT группы Shagang Huasheng и замена полного комплекта движущихся и неподвижных лопаток
Изготовление, сборка и пусконаладка скользящего масляного насоса паровой турбины CSIC
Демонтаж и капитальный ремонт цилиндра подшипника ротора MPG9.7BPRT Tangshan Ruifeng Steel
Сборка ротора первой коксохимической установки Shagang мощностью 18 МВт
Демонтаж и сборка лопастей ротора высокотемпературной и высокодавильной паровой турбины мощностью 25 МВт на тепловой электростанции Shandong Huantai
Разборка и ремонт ротора ТРТ на доменной печи №3200 в Цзинань Стил
Разборка и сборка ротора последней ступени турбины Чанцян Стил
Демонтаж и замена лопаток ротора ТРТ №3 Цзюцюань Стил
Проецирование и изготовление лопаток для разборки и сборки ротора ТРТ "MAN Turbine" в Бэньси Стил
Оптимизация низкого давления ротора турбины №8, №9 125МВ паровой турбины Датан Баодинь Термоэлектрической станции
Оптимизация 50МВ паровой турбины комбинированного цикла Цзининь Цзинвей
Оптимизация 50МВ паровой турбины комбинированного цикла на тепловой электростанции Бейань
Реконструкция 100МВ паровой турбины на электростанции Хулинхэ
Оптимизация лопатки ротора 25МВ паровой турбины Лианфэн Стил
Оптимизация лопатки ротора №3 BPRT Лианфэн Стил
Оптимизация роторной лопасти 6#TRT в компании Lianfeng Iron and Steel
Оптимизация роторной лопасти 4#BPRT в компании Lianfeng Steel
Оптимизация роторной лопасти 7#TRT в компании Lianfeng Iron and Steel
11.3 Связанные фотографии





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN

