
Ми можемо модернізувати і відновити існуючі турбіни, щоб покращити термін експлуатації, потужність роботи та ефективність операцій існуючої турбіни клієнта для покращення економіки обладнання клієнта. Наша компанія має багато років досвіду у виготовленні обладнання, щоб забезпечити, що програма модернізації здійснюється без впливу на оригінальне обладнання з метою підвищення продуктивності, а також враховуючи вимоги охорони довкілля. Ми ставимо метою створити для наших клієнтів більш надійну, ефективну, енергозберігаючу та екологічно чисту електростанцію, покращити їхнього рівень виробництва та експлуатації та зменшити вартість обслуговування, щоб досягти взаємовигідного результату.

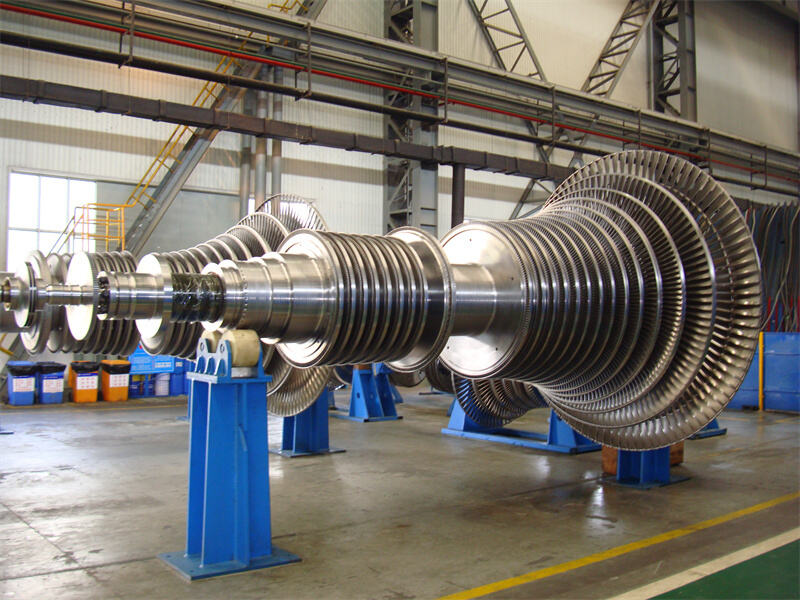
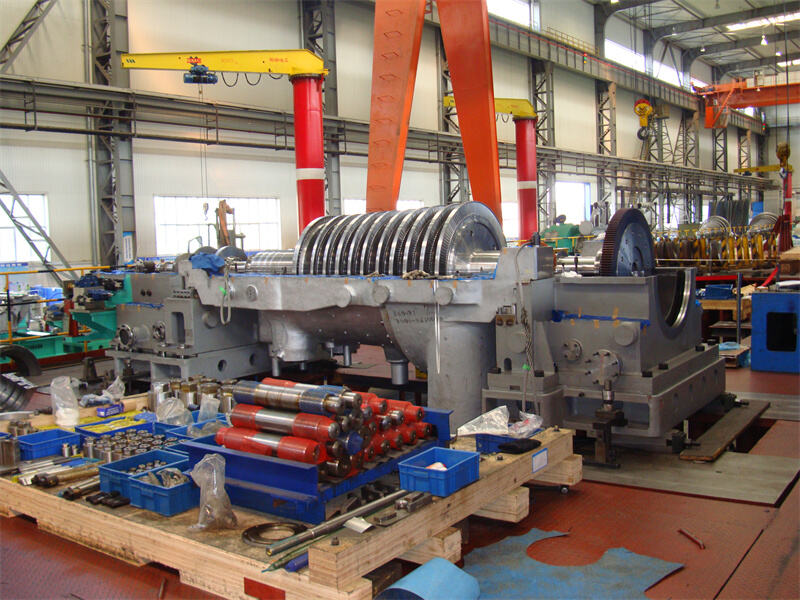

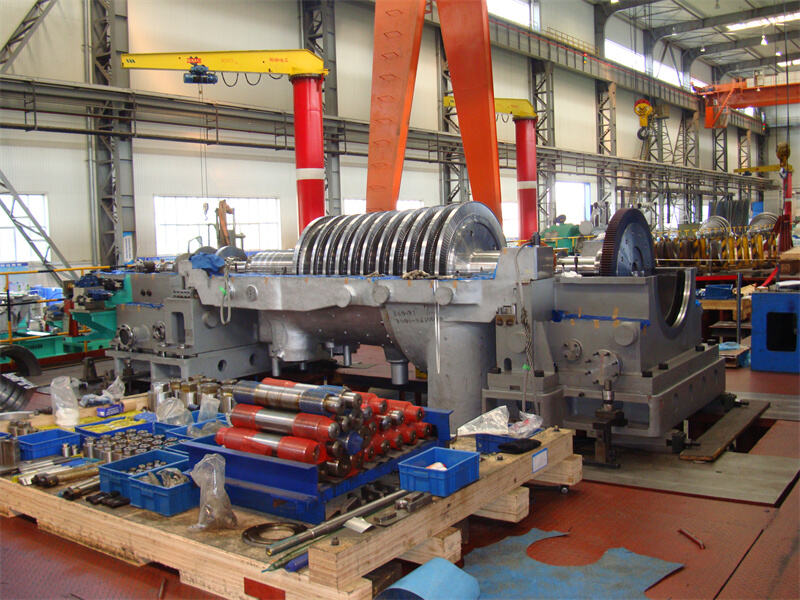
Технічне обслуговування та ремонт. У процесі виробництва парова турбіна може мати легкі або важкі несправності, легкі з них можуть впливати на виробництво, а важкі – призводити до аварійних ситуацій. Тому у процесі виробництва електроенергії необхідно регулярно проводити технічне обслуговування парової турбіни, перевіряти стан її роботи, своєчасно виявляти проблеми, використовувати професійні технічні методи для проведення ремонтних робіт та записувати несправності. За допомогою аналізу визначаються причини несправностей, підсумковуються досвід, виявляються ключові моменти проблем, і застосовуються ефективні міри технічного обслуговування чи ремонту, що зменшує ймовірність механічних несправностей у майбутньому виробництві, забезпечує нормальний режим роботи парової турбіни та максимально забезпечує продуктивність та безпеку виробництва.

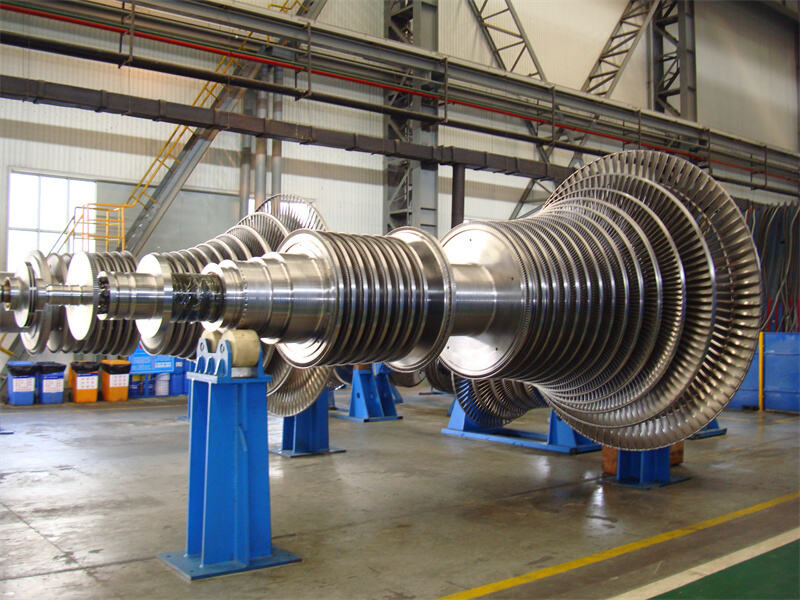
Шляхом модернізації та модифікації різних частин парової турбіни замовник отримає такі переваги.
1. Збереження енергії та зменшення витрат для підвищення ефективності агрегату.
2. Вилучити недоліки, що існують у циліндрі, щоб покращити надійність та стабільність агрегату.
3. Зменшити витрати на експлуатацію та обслуговування.
4. Зменшити загальноє природне забруднення.
5. Пrolонгувати термін служби агрегату.
6. Збільшити швидкість зміни навантаження агрегату, щоб бути гнучкішим у участи в конкуренції на ринку електроенергії або теплоспоживання.

| Ні | Сфера роботи | |
| 1. | Виділити/Встановити ротор генератора | |
| А. | Вилучити системи захисту від вогню | |
| Б. | Вилучити ексцитатор | |
| С. | Вилучити охорону купівлі | |
| Д. | Роз'єднання LP Gen Coupling | |
| Наприклад. | Перевірте й зафіксуйте виявлене вирівнювання | |
| Ф. | Вилучіть верхні підшипники та перевірте | |
| Наприклад. | Вилучіть бокові обкладки і повітряні фольгові TE і GE | |
| H. | Вилучіть герметики для водню | |
| I. | Встановіть пристрій для підняття ротора | |
| J. | Вилучіть нижні підшипники #5/#6 та перевірте | |
| K. | Видалити внутрішні повітряні герметики | |
| . | Встановити днище ротора | |
| М. | Видалити пристрій для підняття ротора | |
| П. | Видалити ротор генератора і помістити на підставки | |
| O. | Встановити днище ротора | |
| П. | Встановити ротор генератора | |
| Q. | Встановіть пристрій для підняття ротора | |
| R. | Видалити днище ротора | |
| Шт. | Встановити внутрішні повітряні герметики | |
| . | Встановити нижні півчашки валків №5/№6 | |
| U. | Зніміть пристрій підняття ротора | |
| V. | Перевірте та зафіксуйте вироблений вирівнювання | |
| W. | Встановіть герметики для водню | |
| X. | Встановіть кінцеві щити та повітряні герметики TE та GE | |
| . | Встановіть верхні підшипники №5/№6 | |
| Z. | Повторно з'єднайте ротори НН та генератора та встановіть охорону купуляції, встановіть ексцитаційні та лінії захисту від вогню | |
| 2. | Огляд підшипника тягового моменту | |
| А. | Зняття верхньої кришки переднього стандарту | |
| Б. | Запис осяного плавлення | |
| С. | Зняття верхньої кришки корпуса тягового приводу | |
| Д. | Зняття та перевірка активних та неактивних тягових пластибин | |
| Наприклад. | Перевірка механічного пристрою вимикання | |
| Ф. | Встановлення тягових пластибин (активних та неактивних) | |
| Наприклад. | Встановлення верхньої кришки корпуса тягового приводу та запис осяного плавлення | |
| H. | Кінцеве встановлення верхньої кришки переднього стандарту | |
| 3. | Перевірка корпусу головного масляного насоса | |
| А. | Зняти верхню кришку | |
| Б. | Огляд внутрішніх частин насоса масла | |
| С. | Перевірте та зафіксуйте внутрішній зазор. Зробіть налагодження, якщо необхідно | |
| Д. | Встановлення верхньої кришки | |
| 4 | Огляд підшипників № 1, 2, 3, 4 | |
| А. | Зняття верхніх та нижніх півпідшипників та перевірка/запис зазорів | |
| Б. | Полірування вала | |
| С. | Встановлення верхніх та нижніх півпідшипників | |
| 5. | Огляд клапанів ТУРБІНА | |
| А. | Зняти GV #1 та #2 та перевірити | |
| Б. | Зняття головних вимкнувальних клапанів справа та перевірка | |
| С. | Забороняється вилучення ІГВ #1 та #2 та перевірка | |
| Д. | Вилучення головного парового сітка та перевірка | |
| Наприклад. | Встановлення крану ГВ #1 та #2 | |
| Ф. | Встановлення головного правої стоп-крану | |
| Наприклад. | Встановлення ІГВ #1 та #2 | |
| H. | Вилучення головного парового сітка та перевірка | |
| 6. | Перевірка ВТ та СТ турбіни | |
| А. | Вилучення дверей манвей ззовнішньої оболонки НД | |
| Б. | Роз'єднання перехідної труби | |
| С. | Вилучення роздільної перегородки | |
| Д. | Вилучення перехідної труби | |
| Наприклад. | Виділити болти роздільних ліній HP/IP | |
| Ф. | Зняти зовнішній корпус HP/IP | |
| Наприклад. | Зняти внутрішній корпус та діафрагми | |
| H. | Від’єднати ротор від ТР низького тиску | |
| I. | Зафіксувати внутрішні зазори | |
| J. | Зняти ротор HP/IP | |
| K. | Почистити всі компоненти | |
| . | Знову встановити ротор HP/IP | |
| М. | Зняти підшипники NDE та DE з боку турбіни A і B | |
| П. | Встановити внутрішній корпус та діафрагми | |
| O. | Вирівняти ротор, перевірити зазор і знову підключити до НП турбіни | |
| П. | Встановити зовнішній корпус ВП/СП | |
| Q. | Встановити всі болти розрізної лінії і повністю їх затягнути | |
| R. | Встановити перехідну трубу | |
| Шт. | Встановити всі болти фланців і повністю їх затягнути | |
| . | Відновити роздільну стіну | |
| 7. | Огляд ТБФП А і Б | |
| А. | Розкрутувати болти розрізної лінії ТБФП А і Б | |
| Б. | Зняти зовнішній корпус ТБФП А і Б | |
| С. | Від'єднати ротор від насоса | |
| Д. | Зняти підшипники NDE та DE з боку турбіни A і B | |
| Наприклад. | Зафіксувати внутрішні зазори | |
| Ф. | Зняти ТБФП А та Б ротор | |
| Наприклад. | Почистити всі компоненти | |
| H. | Перевстановити ТБФП А та Б ротор | |
| I. | Встановити підшипник НДЕ та ДЕ турбінної сторони А та Б | |
| J. | Зафіксувати внутрішні зазори | |
| K. | Вирівняти ротор, перевірити зазор і знову сполучити з насосом | |
| . | Встановити оболонку ТБФП А та Б | |
| М. | Встановити всі болти розрізної лінії і повністю їх затягнути | |























 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN
