
Суміст
1. Огляд TRT одиниці
2. Аналіз поточного функціонування TRT одиниці
3. Сучасні технології та методи проектування для оптимізації та перетворення потоку TRT
4. Результат оптимізації потоку TRT
5. Онлайн аналіз енергоефективності та інтелектуальна система керування ресурсом турбіни високопечного газу
6. Обсяг оптимізації та перетворення потоку TRT та відповідність стандартам
6.1. Перетворення потоку TRT відповідає стандарту
6.2. Перетворення потоку TRT та обсяг постачання
7. Робочий процес та цикл трансформації TRT
8. заходи для продовження терміну служби листя та переваги
9. Забезпечення якості та забезпечення відповідності продукції
10. послуги після продажу
10.1. Послуги на місці трансформації TRT
10.2. Довгострокове обслуговування TRT
10.3. Довгострокове забезпечення запасними частинами, такими як лопатки
11. Відповідний додаток
1. Огляд одиниці TRT
* * * * * * * * * * * Доменна печка ємністю 1250м3 компанії (в дальнейшем іменovanо "* * * * * * Стал") використовує сухе мешечне викидання пилу, а її співвідповідна домenna газова турбіна TRT використовує залишковий тиск газу з верхового газу домени для виробництва електрики, приносячи величезні економічні користі підприємству.
Блок TRT був спроектований та виготовлений компанією Xi 'an Shangu Power Co., Ltd. за допомогою технологій Mitsui та Sulzer, які були введені у її ранні роки. Номер моделі — MPG9.2-280.6/180. У порівнянні з найбільш сучасними технологіями TRT у розвинених країнах, існує велика різниця у показниках ефективності домультируючих установок.TRT установки народнього виробництва все ще знаходяться у діапазоні 65%~75%, що значно нижче міжнародного рівня 84~92%. Тому необхідно оптимізувати домультируючий канал TRT установок у процесі експлуатації.
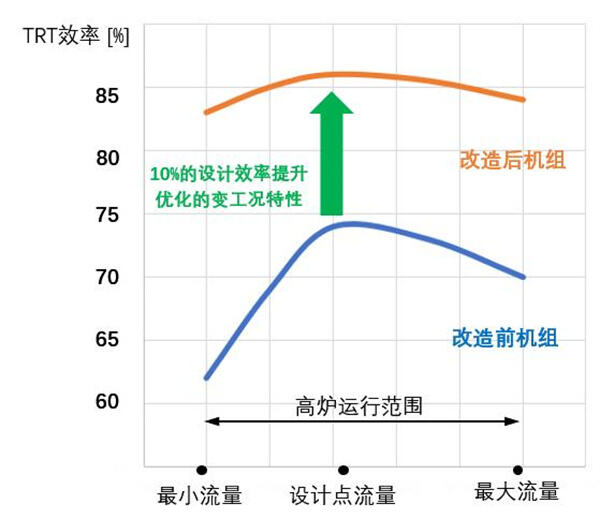
Ми використовуємо найбільш сучасну технологію проектування турбінних каналів TRT з Німеччини та Японії і застосовуємо її до TRT установок, які на даний момент експлуатуються в Китаї, що значно підвищує ефективність TRT, тобто при існуючих параметрах об'єму газового потоку, тиску, температури та складу, електрична потужність установки зросте на 10%~20%, створюючи більше економічних переваг та сприяючи заощадженню енергії та зменшенню викидів.
| Проекти | Одиниця | Точка експлуатації | |
| точка проектування | Максимальна точка | ||
| Місцевий атмосферний тиск | КПа(А) | 100 | |
| Швидкість турбіни | об/хв | 3000 | |
| Потік газу на вході турбіни | 10,000 Nm3/год | 245000 | 270000 |
| Тиск газу на вході турбіни | КПа(Г) | 180 | 200 |
| Температура газу на вхіді до турбіни | ℃ | 180 | 230 |
| Газовий тиск на виході з турбіни | КПа(Г) | 10 | 10 |
| Серія турбін | - | 2 | 2 |
| Потужність турбіни | КВт | 7230 | 9200 |
Таблиця 1 Параметри оригінального проекту TRT | |||
2.Аналіз поточної експлуатації установки TRT
За історичними даними експлуатації, аналіз роботи установки в певний день (як показано на рис. 1) вказує, що при коливанні об'єму входящого потоку фактичне значення ефективності роботи установки знаходиться в межах 60-75%.
Рис. 1 стан роботи установки TRT в певний день (ефективність та об'єм входящого потоку)
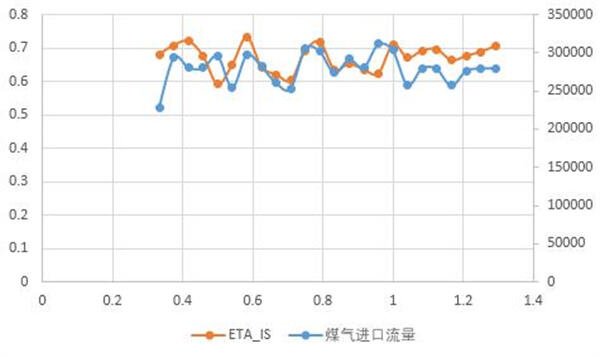
Рис. 2 запис стану роботи установки TRT в певний день
Аналіз пропускної здатності при робочій точці цього типу агрегату виглядає наступним чином:
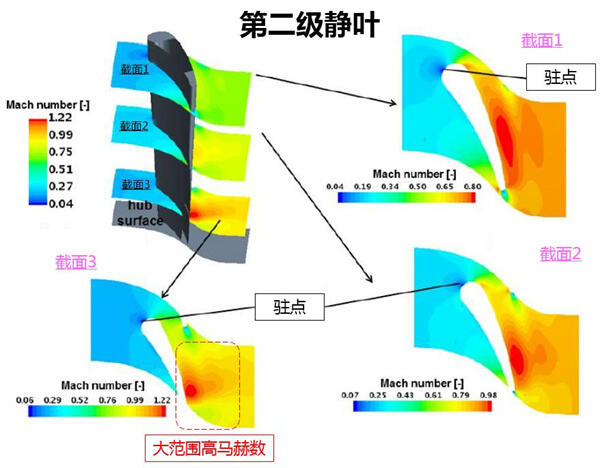
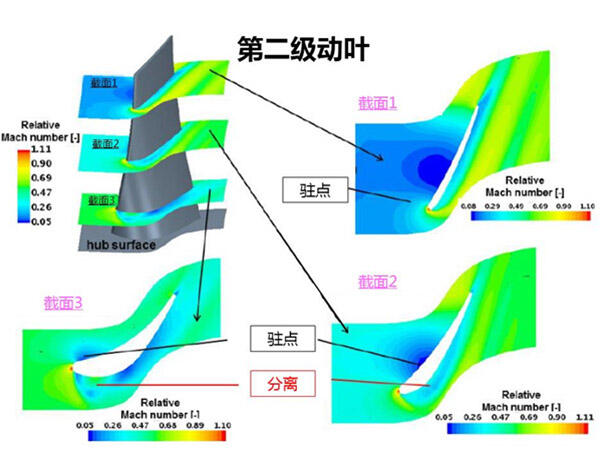
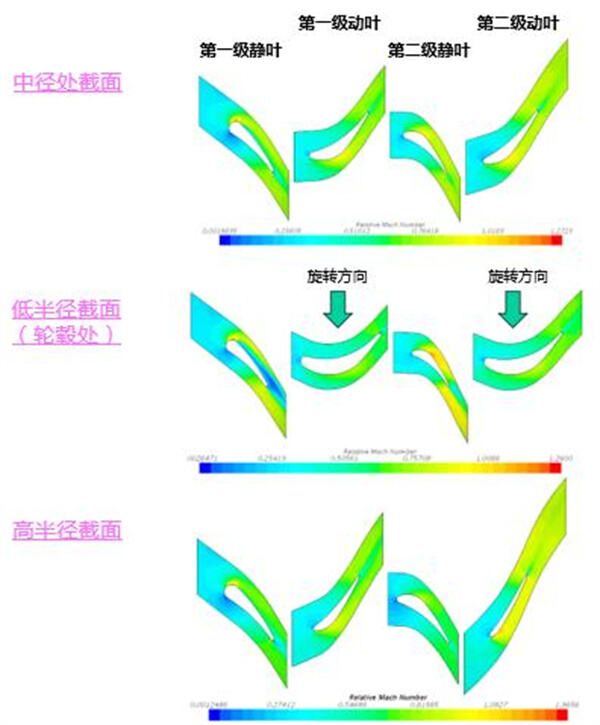
Рис. 3 розподіл числа Маха цього типу агрегату до модифікації осьового потоку
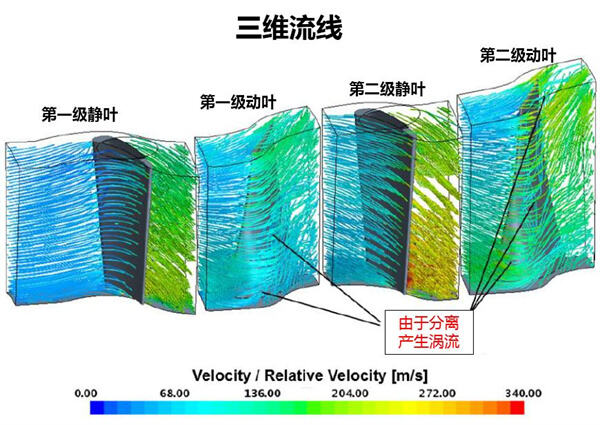
Рис. 4 розподіл швидкості цього типу агрегату до модифікації осьового потоку
За допомогою аналізу тривимірного поле потоку CFD видно, що аеродинамічний дизайн статичних лопаток і рухомих лопаток цього типу агрегату відносно відстовує за своєю технологічністю, і у розподілі повітряного потоку є багато проблем: необґрунтований розподіл швидкості та кутів, відколи потоку і застарілий профіль. Як показано на рисунку 4, точка застою другої стадії роторної лопатки відхиляється від передньої краю і знаходиться у передній частині поверхні тиску. Є очевидна втрата кута атаки. Високшвидкісна область напівгладкої поверхні збільшує втрати потоку. На напівгладких поверхнях першої та другої стадій роторних лопаток є очевидні явища відколи потоку, що призводить до втрат вихорів і нестабільного внутрішнього поля потоку. Усі ці фактори призвели до низької ефективності потоку, тому необхідна оптимізація каналу потоку.
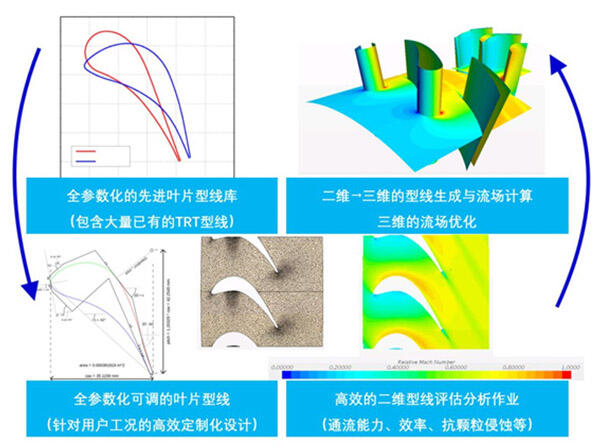
3. Сучасні технології та методи проектування для оптимізації та реконструкції каналу потоку TRT
4. Результати оптимізації каналу потоку TRT
Оптимізація потоку відбувається за зазначеним вище процесом аналізу та проектування. По-перше, проводяться макро (одновимірний, двовимірний) і мікро (тривимірний CFD) розрахунки та оцінка поточного устаткування для аналізу аеродинамічних проблем поточного проекту. Потім, використовуючи сучасні концепції реактивної турбінної аеродинаміки, поступово глибинно оптимізуються та уточнюються розташування потоку (одновимірне), керування завихреннями потоку (двовимірне), форма лопаток та їх співвідношення на етапах, що закінчується створенням надійного аеродинамічного проектного рішення.
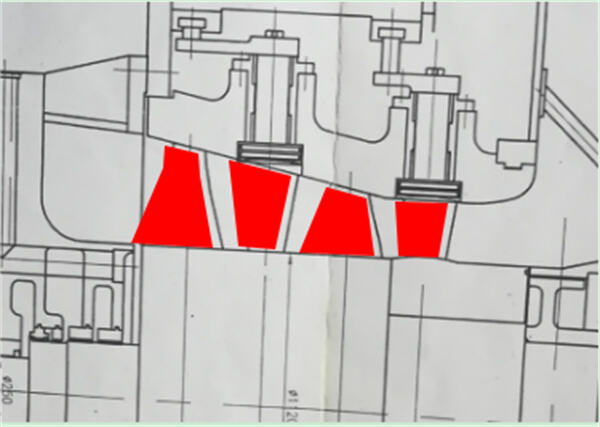
Рис. 5 початковий меридіанний плоский поток проекту
Проектування висоти та кута меридіанного каналу;
- Оптимізація осьового розподілу швидкості; - Найкраще співвідношення довжини до ширини лопатки; - Зменшення проміжкових втрат;
Оптимізація простору між лопатками:
- Зменшення вторинних потокових втрат та втрат пробуди;
Перепроектування радіального керування завихреннями;
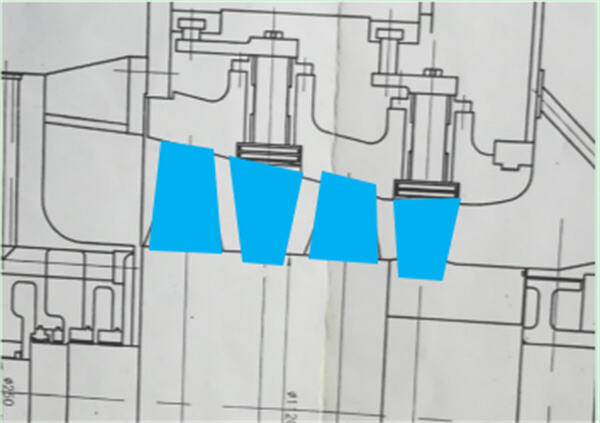
Рис. 6 меридіанний плоский поток проекту та розташування лопаток після оптимізації одновимірним і двовимірним методами
За допомогою одновимірного і двовимірного проектування можна отримати більш раціональний проект потокового каналу меридіанної площини, що зробить розподіл повітряного потоку більш рівномірним, а розподіл падіння ентальпії на всіх рівнях та встановлення ступеня реакції стануть більш обґрунтованими. Відношення довжини лопатки до її висоти, відносний крок і інші ключові геометричні параметри, що впливають на аеродинаміку, знаходяться в найкращому інтервалі. Об'єднуючи сучасні технології профілювання і контролю вихорів, можна подолати більшість проблем оригінального аеродинамічного проекту.
Використовуючи описані вище методи оптимізації, було отримано наступні тривимірні
результати полів потоків при тих самих вхідних параметрах
Рис. 7 розподіл числа Маха після оптимізації потоку для одиниць того ж типу
Як видно з наведеної вище фігури, після оптимізації значно зменшений втрати кута удару, а також виправлена відхилення положення точки застою. Більше немає відокремлення потоку на лопатах ротора, а також покращилася розподіл потоку в лопастях стативу другої ступені. Загалом, оптимізований дизайн робить розподіл полів потоку більш рівномірним і обґрунтованим як у осьовому, так і у радіальному напрямках, зменшує розділення рідини, вторинні втрати потоку, втрати кута удару та випускні втрати, що значно підвищує загальну ефективність.
Оптимізований двоступінчастий лист спроектовано як чисто реакційний тип, і відповідність коефіцієнта навантаження і ступеня реакції наближена до ідеального значення, що значно зменшує залишкові швидкісні втрати та підвищує ефективність випускного дифузора.
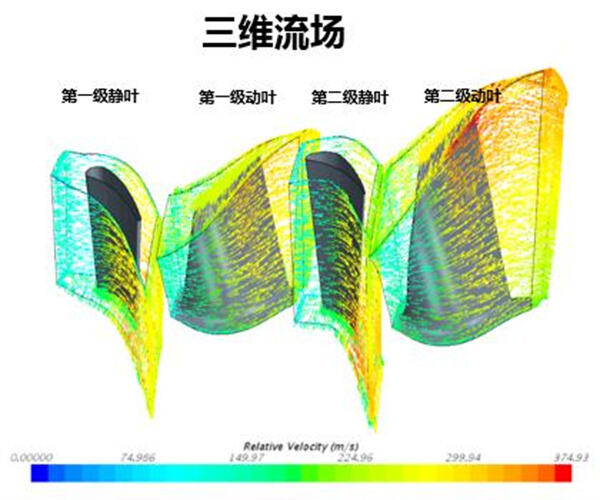
Рис. 8 розподіл швидкостей після оптимізації потоку для одиниць того ж типу
| Проекти | Одиниця | Точка експлуатації |
| Місцевий атмосферний тиск | КПа(А) | 101.325 |
| Швидкість турбіни | об/хв | 3000 |
| Потік газу на вході турбіни | 10,000 Nm3/год | 24.5 |
| Тиск газу на вході турбіни | КПа(Г) | 180 |
| Температура газу на вхіді до турбіни | ℃ | 180 |
| Газовий тиск на виході з турбіни | КПа(Г) | 10 |
| Серія турбін | - | 2 |
| Ефективність потоку турбіни | % | 86.0 |
| Потужність турбіни | КВт | 8122 |
| Таблиця 3 Результати оптимізації потоку TRT | ||
З вищезазначеного видно, що після оптимізації внутрішня ефективність потокового каналу досягає 86.0%, збільшуючись більше ніж на 10%. При тих самих умовах входження (об'єм потоку, тиск, температура, склад тощо) вихідна потужність установки зростає на 892 кВт; у порівнянні з проектним значенням 7230 кВт. За промисловим середнім тарифом на електроенергію 0,65 юанів за кілограм-годину і річним використанням 8000 годин, річний приріст виробництва електрики становить 7,316 мільйонів кілограм-godин, а економічна користь від виробництва електрики становить 4,638 мільйонів юанів.
Якість роботи установки TRT у режимі змінних умов (часткове навантаження та пікове навантаження) значно покращилася, і крива ефективності є відносно плоскою у ширшому діапазоні змінного навантаження, що забезпечує оптимальну високу ефективність роботи всієї установки TRT.
Термін служби лопаток TRT продовжується, інтервал між періодами капітального ремонту збільшується, а обсяг ремонтних робіт зменшується.
Розв'язано проблеми великої вibrації лопаток, високої температури тягового плитка тощо у вузла, а також покращено безпеку та придатність вузла до використання.
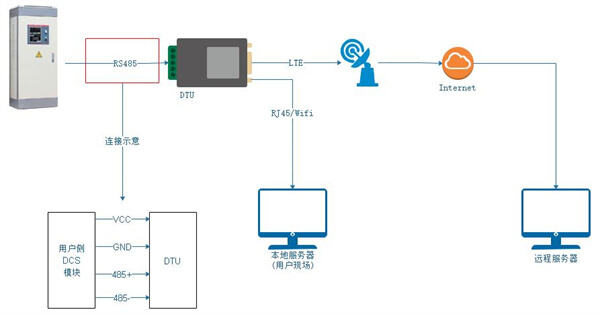
5.Інтелектуальна система керування для онлайн-аналізу енергоефективності та ресурсу турбіни доменних печей
Це рішення також включає набір "інтелектуальної системи для онлайн-економічної ефективності та управління життям газотурбінного двигуна доменних печей" (система TELM+). Ця система не тільки може аналізувати індекс енергетичної ефективності газотурбіни онлайн та в реальному часі, але й генерує велику кількість даних для експлуатації. За допомогою інтелектуального алгоритму системи та її власної експертної системи надаються пропозиції з оптимізації експлуатації, щоб уніт забезпечував роботу в області більш високої ефективності. Проте, для типу накопичення пилу на лопатках та ерозійного застрілу лопаток, через вбудований інтелектуальний модуль прогнозування, ступінь накопичення пилу на лопатках та втрати матеріалу визначається штучним інтелектом, що дає наукове підґрунтя для прийняття відповідних заходів.
Система має можливість машинного навчання. За рахунок накопичення даних про операції, автоматично генеровані системою звіти про аналіз енергоефективності та прогноз тривалості життя стають більш точними, що значно спрощує експлуатацію та технічне обслуговування, робить експлуатацію турбіни відходів виспічного газу більш ефективною та здоровішою, підвищує коефіцієнт експлуатації та зменшує кількість годин непланованого простою.
6. Оптимізація потокового каналу TRT: Обсяг перетворення та стандарти відповідності
6.1 Перетворення потокового каналу TRT за стандартами
GBT 28246-2012 "Турбіна-експандер зворотньої енергії виспічного газу"
GBT 26137-2010 "Тепловий тест енергетичних характеристик турбіни-експандера зворотньої енергії виспічного газу"
JB/T4365 "Система смазування, герметизації та регулювання масла"
JB/T9631 "Технічні умови для чавунних відливок парової турбіни"
JB/T9637 "Технічні умови для збірки турбіни"
GB/T7064 "Технічні вимоги до синхронних двигунів типу турбіна"
GB6222 "Національні норми безпеки газу"
YBJ207 "Норми проектування та приймання в експлуатацію інженерних робіт з монтажу металичного обладнання" Гіdraulicні, пневматичні та системи смазування.
Вищезгадана робота має реалізовуватися за останніми державними стандартами, технічними стандартами та відрасловими стандартами.
6.2TRT Трансформація потоку та область постачання
За моделлю TRT-одиниці користувача та фактичною ситуацією з моменту її введення в експлуатацію, оптимізація та трансформація каналу потоку включає наступне:
a). Заміна всіх статичних лопаток двох етапів;
При проектуванні статорних лопаток проводиться багаторoundний розрахунок, особливо для входу R, який пристосовується до широкого діапазону зміни кута атаки на вході та забезпечує високу ефективність при різних умовах роботи в широкому діапазоні перед і після точки проектування.
b). Заміна валкового циліндра;
Матеріал підшипника циліндра - QT400-15A, а центральна позиція може бути структурно відрегульована для компенсації виробничих похибок та забезпечення збігу між центром оболонки та центром ротора, що гарантує мале та рівномірне проміжку між лопатками та стіною циліндра, покращуючи надійність та ефективність.
c). Замінити всі рухомі лопатки двох етапів;
Лопатка має відмінні аеродинамічні характеристики і не має таких особливостей, як накопичення пилу та застрівання. Структура забезпечує вимоги до міцності та вibrацій. Лопатка ротора виготовлена з нержавіючої сталі високої міцності, що володіє властивостями опору високим температурам. Шип має форму кіногілля високої міцності, що забезпечує фазовий ресурс лопатки. Усі рухомі лопатки перевіряються на частоту та записуються для подальшого використання під час техобслуговування.
d). Замінити ротор (головну вісь);
Головна вала створена з високопрічної сплавової сталі 25CrNiMoV методом цілісного ковання, щоб забезпечити, щоб кристалографічна структура, фізичні та механічні властивості матеріалу повністю відповідали вимогам роботи TRT, а ротор піддається динамічному балансуванню.
e). Пломбування рухомих і нерухомих лопаток;
Комп'ютерне програмне забезпечення використовується для симуляції робочого середовища, строгого обчислення напруження та зміщення лопатки у кожному необхідному стані, оптимізації проміжку на краю та проміжку у основі, зменшення втрат через повітряну протіканість та покращення ефективності потоку.
| Серійний номер | Ім'я | Модель/специфікація | Кількість/одиниця | Зауваження |
| 1 | Перша ступінь статора | Матеріал 17-4PH | 1 набір | |
| 2 | Перша ступінь ротора | Матеріал 2Cr13 | 1 набір | |
| 3 | Другий статор | Матеріал 2Cr13 | 1 набір | |
| 4 | Ротор другої ступені | Матеріал 2Cr13 | 1 набір | |
| 5 | вал ротора | 25CrNiMoV | 1 набір | Пакувальна гильза з кінця вала |
| 6 | Підшипникова циліндр (верхній та нижній) та аксесуари. Гірний кільце | QT400-15A | 1 набір | Включаючи приводові аксесуари |
| 7 | Інтелектуальна система BPRT/TRT для онлайн аналізу енергоефективності та управління життєвим циклом | TELM+система | 1 набір | Головний комп'ютер, дисплей |
| MPG9.2-280.6/180 Область забезпечення оптимізації потоку перетворення TRT одиниці | ||||
7.Процес і цикл перетворення TRT
Завершити всю роботу з модифікації протягом 6 місяців після підписання договору про оптимізацію модифікації TRT з користувачем, а реальна модифікація та монтаж на місці, що впливають на роботу TRT, зазвичай не повинні тривати більше 10 днів.
8.Методи та переваги продовження терміну служби лопаток
Для користувачів TRT-одиниць з високою кількістю пилу та коротким терміном служби лопаток, оновлення матеріалу лопатки (17-4PH) та нанесення керамічного покриття на поверхню може значно продовжити термін служби лопаток (більше подвоїти строк служби), продовжити інтервал циклу техобслуговування та зменшити обсяг робіт з техобслуговування.
матеріал 17-4PH (0Cr17Ni4Cu4Nb) — це мартенситна нержавча сталінь, утвердjuвана шляхом випадкового закріплення, що складається з міді та ниобію/колумбію, яка має високу міцність, твердість та хорошу корозійну стійкість. Після термічної обробки механічні властивості продукту стають кращими, межа пружності досягає 890~1030 Н/мм2, продукт має хорошу корозійну стійкість до кислот або солей, і його властивості кращі за 2Cr13.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| гнучкість | 277~311HB | 217~269HB |
| міцність розтягування | 900~970mpa | 690mpa |
| межа текучості | 760~900mpa | 490mpa |
| Таблиця 3 Порівняння властивостей матеріалів лопаток 17-4PH/2Cr13 | ||
Згідно з особливостями спеціального робочого середовища лопаток агрегату TRT, був адаптивно вдосконалений процес опрыскування, а також застосовувалась плазменна технологія опрыскування керамікою для поверхневої антикорозійної обробки лопаток TRT. Плазменне опрыскування - це процес, у якому розплавний матеріал розплавлюється при високій температурі плазмою, після чого частинки розплавленого матеріалу протискаються на поверхню деталей швидкодіючим газом, щоб утворити покриття. Товщина керамічного покриття становить 0,35 мм. На основі забезпечення хорошої ефективності пневматичного потоку та сили лопатки, воно також має відмінну стійкість до термічних шоків і відшаровування. Рельєф поверхні покриття низький. Рельєф поверхні обробленої кераміки може досягати 0,7 μm, що дуже гладке. При спільному використанні з інгібітором накипі, ефект продовження життєздатності лопатки очевидний. Досвід багатьох користувачів TRT доводить, що лопатки TRT цього процесу мають добре стійкість до изношу та корозії.

Після 7 місяців експлуатації

Матеріал лопаток агрегату оновлений протягом 7 місяців (з нанесенням покриття)
Застосування зазначеної технології продовження терміну служби передбачає розширення періоду технічного обслуговування лопаток до 1,5-2 разів від початкового терміну життя, що зменшує частоту обслуговування, економить витрати на обслуговування та зменшує втрати від економії енергії під час простою.
9. Забезпечення якості та стандартів продуктивності
Забезпечити те, щоб технологія оптимізації та модернізації потокового каналу газотурбінного двигуна котла (TRT) була сучасною, безпечною та надійною, і має подібні характеристики застосування;
Забезпечити якість поставлених деталей, провести необхідні перевірки та тестування всіх деталей перед відгрузкою, і забезпечити те, щоб весь проектний та виробничий процес відповідав вимогам відповідних норм; всі використані матеріали є якісними, і можуть бути надані відповідні документи про якість матеріалів;
Після монтажу та налагодження, постачані частини досягають безпеки та надійності, необхідних за стандартом, і відповідають цільовій величині продуктивності модифікації потоку:
Після оптимізації та перебудови потоку TRT, згідно з описом оцінки продуктивності, угодованого обома сторонами, при параметрах робочих умов, встановлених у договорі, збільшення потужності електропостачання TRT гарантується більше 892 кВт.
10 Післепродажний сервіс
10.1 Сервіс на місці перебудови TRT
Забезпечте користувачів ефективним і високоякісним послуговуванням після продажу, призначте кваліфікованих та досвідчених менеджерів сервісу, регулярно звітайте про прогрес виконання проекту реконструкції, доставте деталі, необхідні для реконструкції, згідно з угодою, і організуйте професійний персонал/команди технічного обслуговування на місці, які будуть відповідати за монтаж, налагодження та інші технічні службові проекти. Після того, як реконструовану одиницю буде налагоджено та оцінено за графіком, протягом року гарантійного терміну буде надано безкоштовні технічні послуги.
10.2 Довгострокова послуга технічного обслуговування TRT
Команда технічного обслуговування, складена з інженерів-турбінників та фахівців, зазвичай надає послуги технічного обслуговування, включаючи:
Відкрийте циліндр для очищення ротора; Ремонт або заміна рухомих лопаток; Виправлення витертіших частин осі ротора; Заміна всіх уплотненних елементів на вісі; Ремонт журнала
Головний журнал, тиснева плита та паз кореня лопатки повинні бути перевірені кольоровою дефектоскопією.
Заборона ржавчини, перевірка на деформацію та ремонт витертних частин валового циліндра;
Ремонт або заміна нерухомих лопаток, заміна підшипників нерухомих лопаток та інших додатків;
Після ремонту ротора проводиться високосхідний динамічний баланс на швидкості 3000 об/хв.
Перевірка зазору між рухомими та нерухомими лопатками;
Фольга підшипника циліндра та позиційні пини, необхідні для монтажу на місці;
Сервісні послуги TRT, необхідні іншим клієнтам
10.3 Довгострокове забезпечення запчастинами, такими як лопатки
Має можливість виробництва та виготовлення лопаток, має склад запчастин для лопаток. Конвенційні лопатки можуть задовольняти гарячим потребам клієнтів.
11. Відповідні додатки
Список головних процесуючих та виробничих установок
| Тип пристрою | Модель | ємність | Вага деталі | кількість | Місце походження |
| XxYxZ | (кг) | (комплект | |||
| Горизонтальний обробний центр (чотириосевий) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Корея |
| Вертикальний обробний центр (п'ятиосевий) | XHK800 | 1250 x400 x400 | 1000 | 1 | Китай |
| Вертикальний обробний центр (п'ятиосевий) | HL5001A | φ800 x320 | 1000 | 1 | Китай |
| Вертикальний центр обробки з високою швидкістю (чотириосовий) | VF3SS/ VF3/ VF4 | 1016 x508 x635 | 800/1600 | 6 | Haas, США |
| Вертикальний центр обробки (чотириосовий) | VM1300A | 1300 x650 x710 | 1500 | 2 | Китай |
| Вертикальний центр обробки (чотириосовий) | BV100 | 1050 x510 x560 | 700 | 2 | Китай |
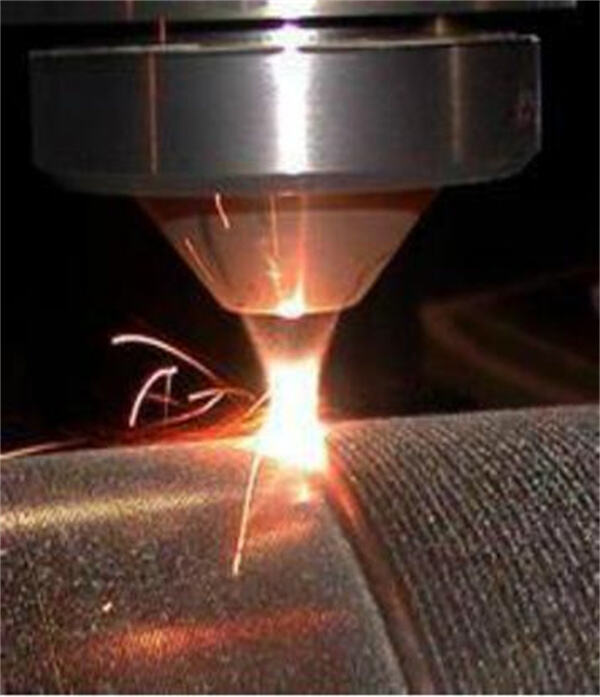
| Система лазерного нанесення | RC-LCD-800W | Фіксований/мобільний | 1500/30000 | 1 | Китай |
| Сварка стеллітом/Система високочастотної закалювання | GGC-80-2 | 1500 x500 x500 | 500 | 1 | Китай |
| Шлифувальна/полірувальна машина зі шлифувальним ременем | 2M5430 | φ200 x50 | 50 | 12 | Китай |
Група числових інструментальних станків

Система лазерного нанесення

Сварка стеллітом/Система високочастотної закалювання

Пристрій для монтажу та обслуговування ротора


Група машин з шлифуванням та поліруванням пасою



| Тип пристрою | Модель | розмах вимірювання | КІЛЬКІСТЬ | Місце походження | |
| XxYxZ | (Тайвань) | ||||
| Координатний вимірювальний станок | X08107 | 800x1000x700 | 1 | Венце, Німеччина | |
| 50x проектор | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Інструмент для вимірювання | E238 | φ280 x380 | 1 | ELBO, Італія | |
| Прилад для виміру шorstкості | SJ-210 | 1 | MITU, Японія | ||
| Система тестування частоти | FSA-C | 200-1200 | 1 | Університет ім. Цзяотунга у Сіаню | |
| тестер твердості по Бренеллю | HB-300B | 1 | Ера Пекін | ||
| Вимірювальна машина без зрушення матеріалу | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Спектральний аналізатор | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Координатний вимірювальний станок | 50x проектор | ||||
 |
 |
||||
Інструмент для вимірювання |
Прилад для виміру шorstкості |
||||
 |
 |
||||
Детектор магнітних частинок |
Детектор магнітних частинок |
||||
11.1 Список клієнтів
Постачальник головного турбіна
Shaanxi Blower (Group) Co., Ltd.
Chengdu Engine (Group) Co., Ltd.
Nanjing Turbine Motor (Group) Co., Ltd.
Харбінська фабрика парових турбин Co., Ltd.
Донгфанг парова турбіна co., ltd
Пекінська північна компанія важкого вантажного мотора Co., Ltd.
……
Кінцевий клієнт
Хебейська компанія заліза та сталі Co., Ltd.
Шаньдунська група залізної та сталевої промисловості, Ltd.
Джянсу Шаган Груп Co., Ltd.
Лянфенг Стіл (Чангцзяган) Co., Ltd.
Чанчжоу Чунгтянь Стіл Груп Co., Ltd.
Ганьсу Цзюган Груп Компанія
China Datang Group Corporation
China Resources Electric Power Holding Co., Ltd.
……
11.2 Досвід
Розмонтаж та виправа 6-го підшипника ротора заліза Zhongtian
Виправа 10-го ротора компанії Zhongtian Iron and Steel за допомогою розмонтажу та збірки підшипника заліза
7-й BPRT ротор Zhongtian Steel розбирається та замінює лопатки, виправляє підшипник ротора циліндра
Розмонтаж 2-го TRT ротора групи Shagang Huasheng blast furnace та заміна повного набору динамічних та статичних лопаток, підшипник ротора циліндра протеїнної залізи лазерним наплавленням
Розмонтаж 7-го TRT ротора групи Shagang Huasheng blast furnace та заміна повного набору динамічних та статичних лопаток
Виробництво, збірка та налагодження парового турбіна слайдуючої масляної помпи CSIC
Розмонтаж та капітальний ремонт підшипника циліндра ротора MPG9.7BPRT Tangshan Ruifeng Steel
Збірка ротора шахтного коксування Shagang 18MW промислової парової турбіни
Розбірка та збірка лопаток ротора високотемпературної та високотискової парової турбіни на тепловій електростанці Shandong Huantai, 25МВт
Розбірка та ремонт ротора TRT на сталеплавильному заводі Jinan у домній пічі ємністю 3200
Розбірка та збірка останнього етапу ротора турбіни на заводі Changqiang Steel
Розбирання та заміна лопаток ротора TRT №3 на сталеплавильному заводі Jiuquan
Конструювання та виготовлення лопаток для розбірки та збірки ротора TRT турбіни "MAN Turbine" на сталеплавильному заводі Benxi Steel
Оптимізація низькотискового ротора парової турбіни №8, №9, 125МВт на тепловій електростанці Datang Baoding
Оптимізація 50МВт гібридної парової турбіни на компанії Jining Jinwei
Оптимізація 50МВт гібридної парової турбіни на тепловій електростанці Beian
Реконструкція 100МВт парової турбіни на електростанці Hulinhe
Оптимізація лопатки ротора парової турбіни 25МВ у компанії Lianfeng Steel
Оптимізація лопатки ротора 3#BPRT у компанії Lianfeng Steel
Оптимізація лопатки ротора 6#TRT у компанії Lianfeng Iron and Steel Company
Оптимізація лопатки ротора 4#BPRT у компанії Lianfeng Steel
Оптимізація лопатки ротора 7#TRT у компанії Lianfeng Iron and Steel Company
11.3 Суміжні фотографії





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN

