Bảng nội dung
1. Tổng quan về Đơn vị TRT
2. Phân tích Hoạt động Hiện tại của Đơn vị TRT
3. Công nghệ Tiên tiến và Phương pháp Thiết kế cho Tối ưu hóa và Chuyển đổi Đường dẫn Lưu thông TRT
4. Kết quả Tối ưu hóa Đường dẫn Lưu thông TRT
5. Hệ thống Thông minh Quản lý Phân tích Hiệu suất Năng lượng và Tuổi thọ Trực tuyến cho Turbin Khí Lò Gạch
6. Phạm vi tối ưu hóa và chuyển đổi của đường dẫn lưu lượng TRT và tuân thủ tiêu chuẩn
6.1. Chuyển đổi Lưu lượng TRT Theo Tiêu Chuẩn
6.2. Chuyển đổi Lưu lượng TRT và Phạm vi Cung cấp
7. Quy trình Chuyển đổi TRT và Chu kỳ
8. Biện pháp kéo dài tuổi thọ lá và lợi ích
9. Đảm bảo Chất lượng và Tuân thủ Hiệu suất
10. Dịch vụ Sau Bán Hàng
10.1. Dịch vụ Tại Địa Điểm Chuyển Đổi TRT
10.2. Dịch vụ Bảo trì TRT Dài hạn
10.3. Cung cấp Dài hạn Các Linh Kiện Thay Thế Như Lá Cánh
11. Phụ lục liên quan
1. Tổng quan về đơn vị TRT
* * * * * * * * * * * Lò cao 1250m3 của công ty (sau đây gọi là "* * * * * * Thép") sử dụng phương pháp lọc bụi túi khô, và tuabin khí lò cao TRT đi kèm sử dụng áp suất dư của khí đầu lò để phát điện, mang lại lợi ích kinh tế lớn cho doanh nghiệp.
Đơn vị TRT được thiết kế và sản xuất bởi Công ty TNHH Shangu Power Xi'an, sử dụng công nghệ Mitsui và Sulzer được giới thiệu từ những năm đầu. Số hiệu mô hình là MPG9.2-280.6/180. So sánh với công nghệ TRT tiên tiến nhất ở các quốc gia phát triển, chỉ số hiệu suất của các đơn vị TRT trong nước vẫn còn khoảng cách lớn, được phản ánh ở hiệu suất đường dẫn dòng chảy. Các đơn vị trong nước vẫn đang ở mức 65%~75%, thấp hơn đáng kể so với mức tiên tiến quốc tế là 84~92%. Do đó, cần thiết phải tối ưu hóa đường dẫn dòng chảy của các đơn vị TRT đang hoạt động.
Chúng tôi tiếp thu công nghệ thiết kế đường dẫn dòng turbin TRT tiên tiến nhất từ Đức và Nhật Bản và áp dụng vào các đơn vị TRT đang hoạt động tại Trung Quốc, điều này có thể cải thiện đáng kể hiệu suất TRT, tức là dưới tốc độ dòng khí hiện tại, áp suất, nhiệt độ và thông số thành phần, công suất phát điện của đơn vị sẽ tăng lên 10%~20%, tạo ra nhiều lợi ích kinh tế hơn và góp phần tiết kiệm năng lượng và giảm phát thải.
| Dự án | Đơn vị | Điểm vận hành | |
| điểm thiết kế | Điểm tối đa | ||
| Áp suất khí quyển địa phương | KPa(A) | 100 | |
| Tốc độ tua-bin | r/phút | 3000 | |
| Lưu lượng khí đầu vào turbin | 10,000 Nm3/h | 245000 | 270000 |
| Áp suất khí đầu vào turbin | KPa(G) | 180 | 200 |
| Nhiệt độ khí đầu vào tua-bin | ℃ | 180 | 230 |
| Áp suất khí tại đầu ra tua-bin | KPa(G) | 10 | 10 |
| Chuỗi tua-bin | - | 2 | 2 |
| Công suất tua-bin | KW | 7230 | 9200 |
Bảng 1 Tham số Thiết kế Nguyên bản của TRT | |||
2.Phân tích Tình hình Hoạt động Hiện tại của Đơn vị TRT
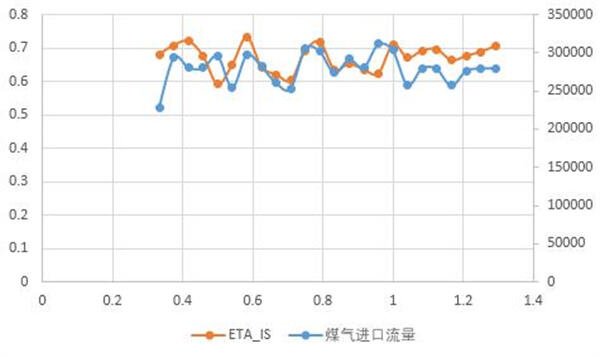
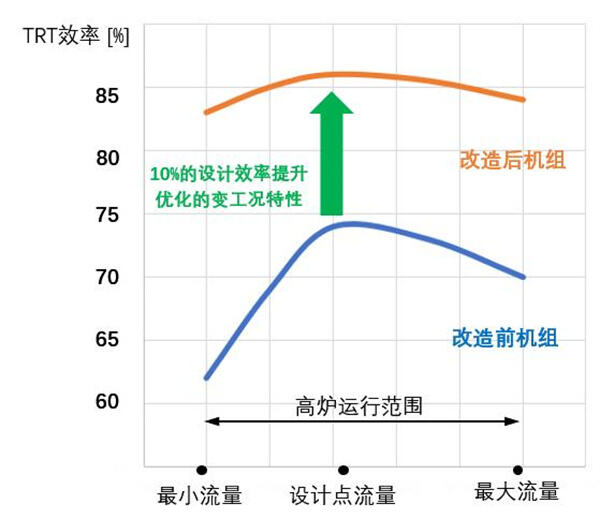
Theo hồ sơ vận hành lịch sử, phân tích hoạt động của đơn vị vào một ngày nhất định (như được hiển thị trong hình 1) cho thấy rằng với sự biến động của lưu lượng đầu vào, giá trị hiệu suất vận hành thực tế của đơn vị nằm trong khoảng 60-75%.
Hình 1 trạng thái vận hành của đơn vị TRT vào một ngày nhất định (hiệu suất và lưu lượng đầu vào)
Hình 2 bản ghi trạng thái vận hành của đơn vị TRT vào một ngày nhất định
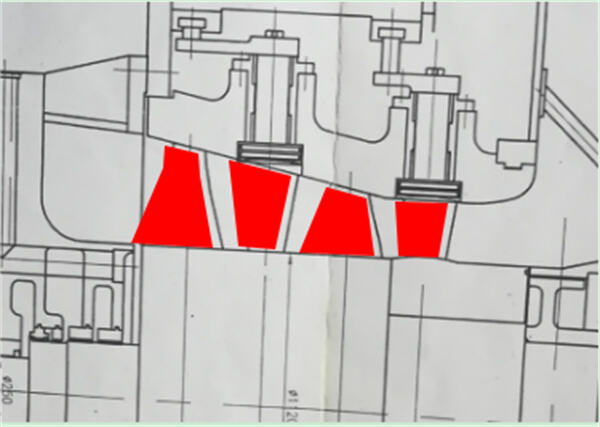
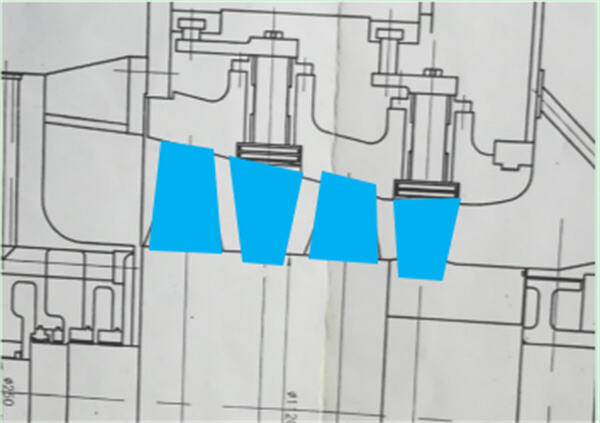
Phân tích khả năng lưu thông tại điểm vận hành của loại đơn vị này như sau:
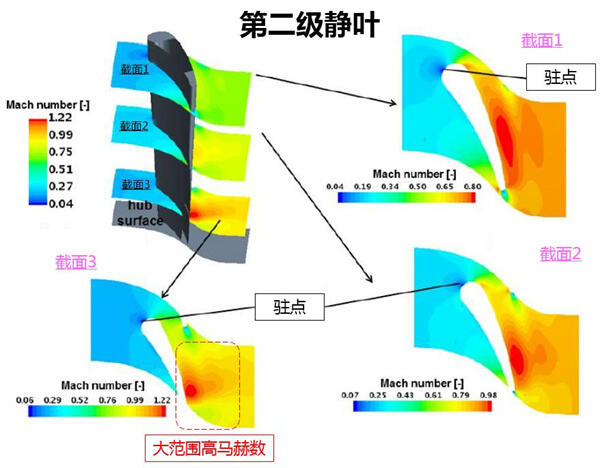
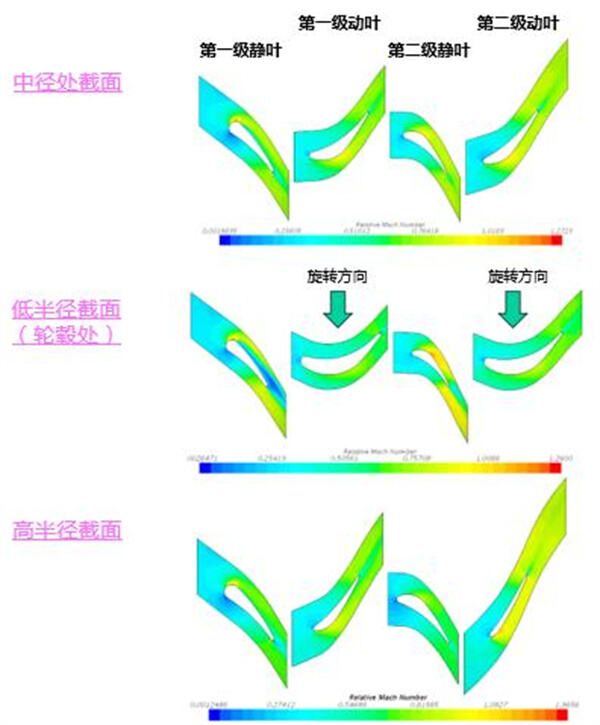
Hình 3 phân bố số Mach của loại đơn vị này trước khi sửa đổi dòng chảy
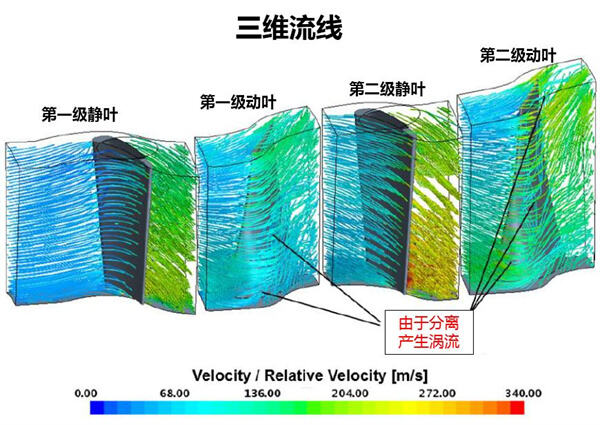
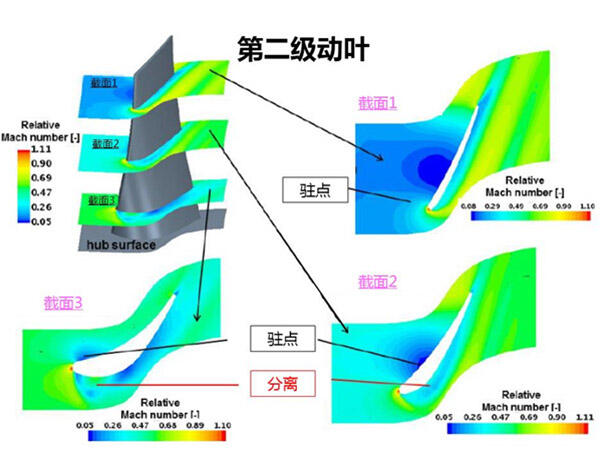
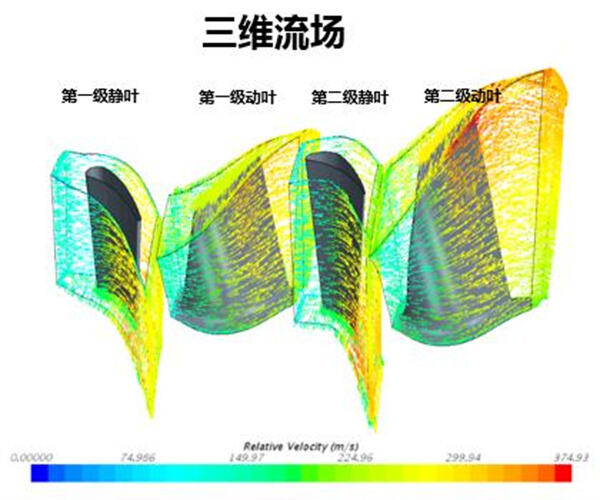
Hình 4 phân bố vận tốc của loại đơn vị này trước khi sửa đổi dòng chảy
Qua việc phân tích trường dòng chảy CFD ba chiều có thể thấy rằng thiết kế khí động học của các cánh tĩnh và cánh động của loại đơn vị này tương đối lạc hậu, và tồn tại nhiều vấn đề trong phân bố dòng khí: phân bố tốc độ và góc không hợp lý, dòng tách và hình dạng ngược. Như Hình 4 cho thấy, điểm dừng của cánh rotor giai đoạn hai lệch khỏi mép trước và nằm ở đầu phía trước của áp lực. Có sự mất mát rõ ràng về góc va chạm. Vùng tốc độ cao trên bề mặt hút làm tăng tổn thất dòng chảy. Có những hiện tượng rõ ràng về dòng tách trên bề mặt hút của các cánh rotor giai đoạn một và hai, dẫn đến tổn thất xoáy và trường dòng nội bộ không ổn định. Tất cả những điều này đã dẫn đến hiệu suất dòng chảy thấp và cần phải tối ưu hóa đường đi của dòng chảy.
3.Công nghệ Tiên tiến và Phương pháp Thiết kế cho Tối ưu hóa và Xây dựng Lại Đường Dòng TRT
4.Kết quả Tối ưu hóa Đường Dòng TRT
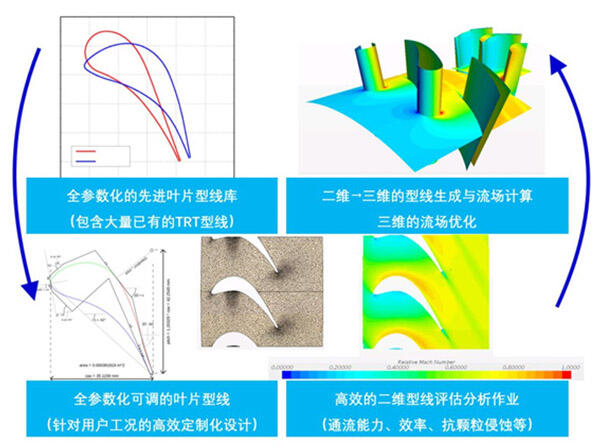
Thiết kế tối ưu hóa dòng chảy tuân theo quy trình phân tích và thiết kế đã nêu trên. Trước tiên, thực hiện tính toán và đánh giá vĩ mô (một chiều, hai chiều) và vi mô (CFD ba chiều) trên đơn vị hiện tại để phân tích các vấn đề khí động học của thiết kế đơn vị hiện tại. Sau đó, kết hợp với khái niệm thiết kế khí động học tuabin phản ứng tiên tiến, dần dần làm sâu và tối ưu hóa bố trí đường đi dòng chảy (một chiều), mẫu dòng chảy kiểm soát xoáy (hai chiều), hình dáng cánh và sự phối hợp giữa các cấp, cuối cùng tạo ra một phương án thiết kế khí động học đáng tin cậy.
Hình 5 thiết kế dòng chảy mặt phẳng meridian ban đầu
Thiết kế độ cao và góc kênh meridian;
- Tối ưu hóa phân bố tốc độ trục; - Tỷ lệ dài rộng lá tốt nhất; - Giảm tổn thất khe hở;
Tối ưu hóa khoảng cách giữa các lá:
- Giảm tổn thất dòng chảy thứ cấp và tổn thất thức;
Thiết kế lại kiểm soát xoáy hướng kính;
Hình 6 thiết kế dòng chảy mặt phẳng meridian và bố trí lá sau khi tối ưu hóa thiết kế một chiều và hai chiều
Qua thiết kế một chiều và hai chiều, có thể đạt được thiết kế thông số dòng chảy mặt phẳng kinh tuyến hợp lý hơn, làm cho phân bố dòng khí đều hơn, sự phân bố độ giảm entanpi ở các cấp và việc đặt mức độ phản ứng có xu hướng trở nên hợp lý. Tỷ lệ khía cạnh của cánh quạt, khoảng cách tương đối và các tham số hình học then chốt khác ảnh hưởng đến khí động học nằm trong khoảng tối ưu. Kết hợp công nghệ hồ quang tiên tiến và kiểm soát xoáy, phần lớn các vấn đề trong thiết kế khí động học ban đầu có thể được khắc phục.
Sử dụng các phương pháp tối ưu hóa và phương pháp được mô tả ở trên, ba chiều
kết quả trường dòng đã được thu được với cùng các thông số vào
Hình 7 phân bố số Mach sau khi tối ưu hóa dòng chảy cho các đơn vị cùng loại
Như có thể thấy từ hình trên, góc va chạm sau khi tối ưu hóa đã giảm rõ rệt và vị trí điểm ứ được hiệu chỉnh. Không còn hiện tượng tách dòng trên các cánh quạt, và phân bố dòng chảy trên các cánh tĩnh ở giai đoạn thứ hai cũng được cải thiện. Nói chung, thiết kế tối ưu làm cho phân bố trường dòng chảy đều và hợp lý hơn theo cả hướng trục và hướng bán kính, giảm thiểu sự tách dòng, tổn thất dòng phụ, tổn thất góc va chạm và tổn thất xả, đồng thời nâng cao đáng kể hiệu suất tổng thể.
Cánh hai cấp được tối ưu thiết kế với loại phản ứng thuần túy, và sự phối hợp giữa hệ số tải và độ phản ứng gần đạt giá trị lý tưởng, điều này giảm đáng kể tổn thất tốc độ dư và tăng hiệu suất của bộ khuếch tán xả.
Hình 8 phân bố vận tốc sau khi tối ưu hóa dòng chảy cho các đơn vị cùng loại
| Dự án | Đơn vị | Điểm vận hành |
| Áp suất khí quyển địa phương | KPa(A) | 101.325 |
| Tốc độ tua-bin | r/phút | 3000 |
| Lưu lượng khí đầu vào turbin | 10,000 Nm3/h | 24.5 |
| Áp suất khí đầu vào turbin | KPa(G) | 180 |
| Nhiệt độ khí đầu vào tua-bin | ℃ | 180 |
| Áp suất khí tại đầu ra tua-bin | KPa(G) | 10 |
| Chuỗi tua-bin | - | 2 |
| Hiệu suất dòng chảy turbin | % | 86.0 |
| Công suất tua-bin | KW | 8122 |
| Bảng 3 Kết quả tối ưu hóa dòng chảy TRT | ||
Có thể thấy từ trên rằng sau khi tối ưu hóa, hiệu suất nội bộ của đường dẫn dòng đạt 86.0%, tăng hơn 10%. Trong cùng điều kiện vào (lưu lượng, áp suất, nhiệt độ, thành phần, v.v.), công suất đầu ra của đơn vị tăng 892kW; so với giá trị thiết kế là 7230kW. Theo mức giá điện trung bình công nghiệp là 0,65 nhân dân tệ mỗi kilowatt-giờ và thời gian sử dụng hàng năm là 8000 giờ, sản lượng điện tăng hàng năm là 7,316 triệu kilowatt-giờ và lợi ích phát điện là 4,638 triệu nhân dân tệ.
Hiệu suất của đơn vị TRT trong điều kiện làm việc thay đổi (tải một phần và tải cao điểm) được cải thiện đáng kể, và đường cong hiệu suất tương đối phẳng so với ban đầu trong phạm vi tải biến rộng hơn, giúp cho toàn bộ đơn vị TRT hoạt động ở trạng thái hiệu quả cao nhất.
Thời gian sử dụng của cánh quạt TRT được kéo dài, khoảng cách giữa các kỳ đại tu được gia hạn, và khối lượng công việc đại tu được giảm xuống.
Các vấn đề về rung động cánh quạt lớn, nhiệt độ cao của tấm đẩy và các vấn đề khác của đơn vị đã được giải quyết, đồng thời cải thiện tính an toàn và khả năng sử dụng của đơn vị.
5. Hệ thống Quản lý Thông minh cho Phân tích Hiệu suất Năng lượng và Tuổi thọ Trực tuyến của Turbine Lò Giet
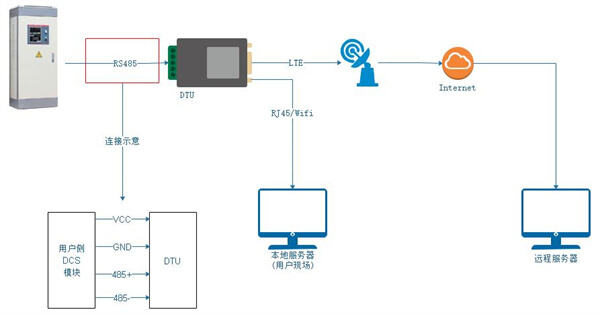
Giải pháp này cũng bao gồm một bộ "hệ thống thông minh cho hiệu suất năng lượng trực tuyến và quản lý tuổi thọ của tua-bin lò cao" (hệ thống TELM+). Hệ thống này không chỉ có thể phân tích chỉ số hiệu suất năng lượng của tua-bin trực tuyến và thời gian thực mà còn tạo ra một lượng lớn dữ liệu vận hành. Thông qua thuật toán thông minh của hệ thống và hệ thống chuyên gia riêng của nó, các đề xuất tối ưu hóa vận hành được đưa ra để cho phép đơn vị hoạt động ở khu vực điểm hiệu suất cao hơn. Tuy nhiên, đối với loại tích bụi trên cánh quạt và ăn mòn cánh quạt, thông qua mô-đun dự đoán thông minh được nhúng, mức độ tích bụi trên cánh quạt và loại thiếu hụt cánh quạt được cung cấp bởi trí tuệ nhân tạo, cung cấp cơ sở phán đoán khoa học để thực hiện các biện pháp tương ứng.
Hệ thống có khả năng học máy. Với việc tích lũy dữ liệu hoạt động, các báo cáo phân tích hiệu suất năng lượng và dự đoán tuổi thọ được tạo tự động bởi hệ thống trở nên chính xác hơn, điều này giúp rất nhiều cho việc vận hành và bảo trì, làm cho hoạt động của turbin khí lò cao hiệu quả và khỏe mạnh hơn, cải thiện tỷ lệ vận hành và giảm thời gian ngừng hoạt động không theo kế hoạch.
6. Phạm vi và Tiêu chuẩn Tuân thủ Cải tạo Đường dẫn Lưu thông TRT
6.1 Cải tạo Đường dẫn Lưu thông TRT Theo Các Tiêu Chuẩn
GBT 28246-2012 "Turbin Mở rộng Phục hồi Năng lượng Khí Lò Cao"
GBT 26137-2010 "Thử nghiệm Hiệu suất Nhiệt của Turbin Mở rộng Phục hồi Năng lượng Khí Lò Cao"
JB/T4365 "Hệ thống Dầu Bôi trơn, Kín và Điều chỉnh"
JB/T9631 "Điều kiện Kỹ thuật cho Chi tiết Đúc Sắt của Turbin Hơi"
JB/T9637 "Điều kiện Kỹ thuật cho Việc Lắp ráp Turbin"
GB/T7064 "Yêu cầu Kỹ thuật cho Motor Đồng bộ Kiểu Turbin"
GB6222 "Quy định An Toàn Quốc Gia về Khí Thải"
YBJ207 "Tiêu chuẩn Xây dựng và Nghiệm thu Cài đặt Thiết bị Máy móc Thép" Hệ thống Thuỷ lực, Khí nén và Bôi trơn.
Các công việc trên sẽ thực hiện theo các tiêu chuẩn quốc gia mới nhất, tiêu chuẩn kỹ thuật quốc gia và tiêu chuẩn ngành.
6.2TRT Chuyển đổi Dòng chảy và Phạm vi Cung cấp
Theo mô hình đơn vị TRT của người dùng và tình hình thực tế kể từ khi đưa vào vận hành, tối ưu hóa và chuyển đổi đường dẫn dòng chảy bao gồm những điều sau đây:
a).Thay thế tất cả cánh tĩnh của hai cấp;
Thiết kế cánh stator thực hiện nhiều vòng tính toán đặc biệt cho R mép vào, thích ứng với phạm vi biến thiên rộng của góc tấn công vào và đảm bảo hiệu suất cao trong các điều kiện làm việc khác nhau với phạm vi rộng trước và sau điểm thiết kế.
b).Thay thế xi lanh chịu tải;
Vật liệu bạc đạn xi lanh là QT400-15A, và vị trí trung tâm có thể được điều chỉnh về cấu trúc để bù đắp cho các lỗi sản xuất và đảm bảo sự trùng khớp giữa trung tâm của vỏ và trung tâm của rôto, từ đó đảm bảo khe hở nhỏ và đều giữa các cánh và tường xi lanh, cải thiện độ tin cậy và hiệu suất.
c).Thay thế tất cả các cánh quạt chuyển động của hai giai đoạn;
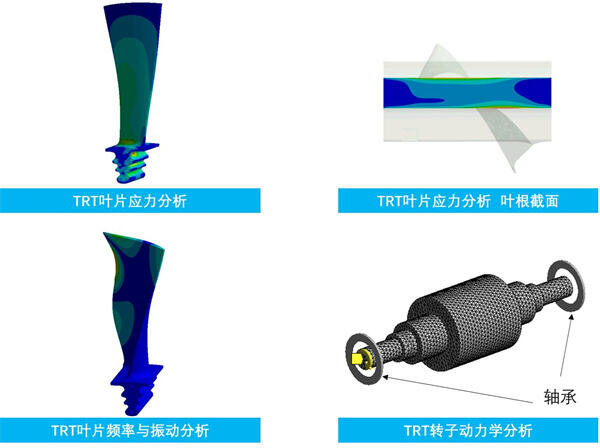
Cánh quạt có hiệu suất khí động học tuyệt vời và có đặc điểm không tích tụ bụi và không bị tắc nghẽn. Cấu trúc được đảm bảo đáp ứng yêu cầu về cường độ và rung động. Lá rôto được làm từ thép không gỉ chịu nhiệt độ cao và có độ bền cao. Khớp nối dạng cây thông để đảm bảo tuổi thọ mệt mỏi của lá. Tất cả các cánh quạt chuyển động đều được kiểm tra tần số và ghi lại để tham khảo trong quá trình bảo trì.
d).Thay thế rôto (trục chính);
Trục chính sử dụng thép hợp kim cường độ cao 25CrNiMoV rèn nguyên khối để đảm bảo rằng cấu trúc tinh thể, các đặc tính vật lý và cơ học của vật liệu hoàn toàn đáp ứng yêu cầu vận hành của TRT, và子 rotor được thử nghiệm cân bằng động.
e). Đóng kín lưỡi dao động và tĩnh;
Phần mềm máy tính được sử dụng để mô phỏng môi trường làm việc, tính toán nghiêm ngặt biến dạng và độ dịch chuyển của lưỡi dao ở mỗi trạng thái cần thiết, tối ưu hóa khe hở đầu và khe hở gốc, giảm tổn thất rò rỉ khí và cải thiện hiệu suất dòng chảy.
| Số hàng loạt | Tên | Mã sản phẩm/kiểu dáng. | Số lượng/Đơn vị | Ghi chú |
| 1 | Stator cấp một | Vật liệu 17-4PH | 1 Bộ | |
| 2 | Rotor cấp một | Vật liệu 2Cr13 | 1 Bộ | |
| 3 | Stator thứ cấp | Vật liệu 2Cr13 | 1 Bộ | |
| 4 | Turbine tầng hai | Vật liệu 2Cr13 | 1 Bộ | |
| 5 | trục rotor | 25CrNiMoV | 1 Bộ | Phớt với đầu trục |
| 6 | Thùng bạc đạn (trên và dưới) và phụ kiệnVòng hướng dẫn | QT400-15A | 1 Bộ | Bao gồm phụ kiện truyền động |
| 7 | Hệ thống BPRT/TRT Thông minh cho Phân tích Hiệu suất Năng lượng Trực tuyến và Quản lý Tuổi thọ | Hệ thống TELM+ | 1 Bộ | Máy chủ, màn hình hiển thị |
| Phạm vi cung cấp tối ưu hóa dòng chảy của đơn vị TRT MPG9.2-280.6/180 | ||||
7.Quy trình làm việc và chu kỳ biến đổi TRT
Hoàn thành tất cả công việc sửa đổi trong vòng 6 tháng kể từ khi ký hợp đồng sửa đổi tối ưu hóa TRT với người dùng, và thời gian sửa đổi và lắp đặt tại hiện trường thực sự ảnh hưởng đến hoạt động của TRT thường không vượt quá 10 ngày.
8.Các biện pháp và lợi ích của việc gia hạn tuổi thọ cánh quạt
Đối với người dùng đơn vị TRT có hàm lượng bụi cao và tuổi thọ cánh quạt ngắn, nâng cấp vật liệu cánh quạt (17-4PH) và phun lớp phủ gốm lên bề mặt có thể显著 kéo dài tuổi thọ cánh quạt (hơn gấp đôi thời gian sử dụng), kéo dài khoảng cách giữa các chu kỳ bảo trì và giảm khối lượng công việc bảo trì.
vật liệu 17-4PH (0Cr17Ni4Cu4Nb) là thép không gỉ martensit được cứng hóa bằng tinh thể, bao gồm đồng và niobi/columbi, có độ bền cao, độ cứng cao và khả năng chống ăn mòn tốt. Sau khi xử lý nhiệt, các đặc tính cơ học của sản phẩm trở nên hoàn thiện hơn, độ bền kéo đạt tới 890~1030 N/mm2, sản phẩm có khả năng chống ăn mòn tốt đối với acid hoặc muối, và hiệu suất tốt hơn so với 2Cr13.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| độ cứng | 277~311HB | 217~269HB |
| độ bền kéo | 900~970mpa | 690mpa |
| độ bền kéo | 760~900mpa | 490mpa |
| Bảng 3 So sánh đặc tính vật liệu của lưỡi 17-4PH\/2Cr13 | ||
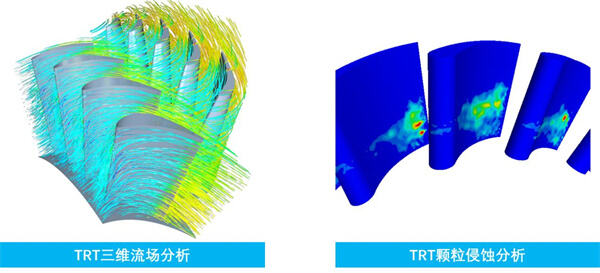
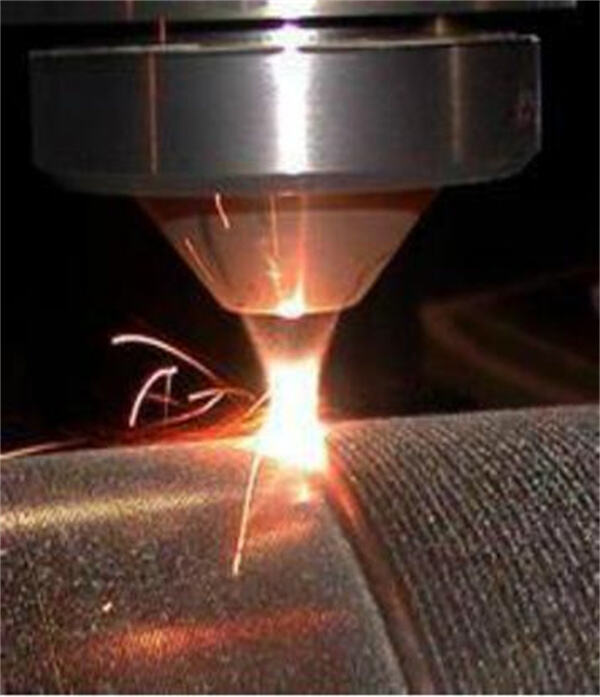
Dựa trên môi trường làm việc đặc biệt của các cánh quạt đơn vị TRT, quy trình phun đã được cải tiến thích ứng và công nghệ phun plasma gốm được áp dụng cho bề mặt chống ăn mòn của các cánh quạt TRT. Phun plasma là một quá trình trong đó vật liệu tan chảy ở nhiệt độ cao bởi plasma và sau đó các hạt vật liệu tan chảy được đẩy lên bề mặt chi tiết bằng khí tốc độ cao để tạo thành một lớp phủ. Độ dày của lớp phủ gốm là 0,35 mm. Trên cơ sở đảm bảo hiệu quả dòng khí động học tốt và cường độ của cánh quạt, nó còn có khả năng kháng sốc nhiệt và kháng bong tróc tuyệt vời. Độ nhám bề mặt của lớp phủ thấp. Độ nhám bề mặt của gốm đã xử lý có thể đạt đến 0,7μm, rất mịn. Khi kết hợp với chất ức chế cặn, hiệu quả kéo dài tuổi thọ của cánh quạt rõ rệt. Thực tiễn của nhiều người dùng TRT chứng minh rằng các cánh quạt TRT của quy trình này có khả năng chống mài mòn và chống ăn mòn tốt.

Sau 7 tháng vận hành

Vật liệu lưỡi dao của đơn vị đã được nâng cấp trong 7 tháng (đã phủ lớp coating)
Bằng cách áp dụng công nghệ kéo dài tuổi thọ nêu trên, thời gian bảo trì lưỡi dao dự kiến sẽ được mở rộng lên 1,5-2 lần so với tuổi thọ ban đầu, từ đó giảm tần suất bảo trì, tiết kiệm chi phí bảo trì và giảm thiểu tổn thất về lợi ích tiết kiệm năng lượng do ngừng hoạt động.
9. Đảm bảo Chất lượng và Đảm bảo Tiêu chuẩn Hiệu suất
Đảm bảo rằng công nghệ tối ưu hóa và cải tạo đường dẫn dòng của tua-bin khí lò hơi (TRT) là tiên tiến, an toàn và đáng tin cậy, và có hiệu suất ứng dụng tương tự;
Đảm bảo chất lượng của các bộ phận được cung cấp, thực hiện kiểm tra và thử nghiệm cần thiết đối với tất cả các bộ phận trước khi giao hàng, và đảm bảo rằng toàn bộ thiết kế và sản xuất đáp ứng yêu cầu của các quy định liên quan; các vật liệu được sử dụng đều là vật liệu đạt tiêu chuẩn, và có thể cung cấp các tài liệu chứng nhận chất lượng vật liệu tương ứng;
Sau khi lắp đặt và điều chỉnh, các bộ phận được cung cấp đạt được độ an toàn và tin cậy theo yêu cầu của tiêu chuẩn và đáp ứng giá trị mục tiêu hiệu suất của việc sửa đổi dòng chảy:
Sau khi tối ưu hóa và cải tạo dòng chảy TRT, theo bản đề cương đánh giá hiệu suất được hai bên đồng ý, dưới các thông số điều kiện làm việc được quy định trong thỏa thuận, công suất phát điện TRT tăng đảm bảo lớn hơn 892 kW.
10 Dịch vụ hậu mãi
10.1 Dịch vụ tại hiện trường của việc cải tạo TRT
Cung cấp cho người dùng dịch vụ sau bán hàng hiệu quả và chất lượng cao, phân công các quản lý dịch vụ có trình độ và kinh nghiệm, báo cáo định kỳ tiến độ thực hiện của dự án cải tạo, giao các bộ phận cần thiết cho việc cải tạo theo thỏa thuận, và sắp xếp nhân viên/dội ngũ kỹ thuật chuyên nghiệp tại hiện trường chịu trách nhiệm lắp đặt, vận hành thử và các dự án dịch vụ kỹ thuật khác. Sau khi đơn vị đã được cải tạo và vận hành thử đúng lịch trình, sẽ cung cấp dịch vụ kỹ thuật miễn phí trong thời hạn bảo hành một năm.
10.2 Dịch vụ bảo trì TRT dài hạn
Một đội ngũ bảo trì bao gồm các kỹ sư tua-bin và chuyên gia thường cung cấp các dịch vụ bảo trì bao gồm:
Mở xi lanh để làm sạch rotor; Sửa chữa hoặc thay thế cánh quạt động; Sửa chữa các phần bị mòn của trục rotor; Thay thế tất cả các miếng niêm phong trên trục; Sửa chữa trục.
Trục chính, đĩa đẩy và rãnh gốc lưỡi cánh phải được kiểm tra lỗi bằng phương pháp nhuộm màu.
Loại bỏ rỉ sét, kiểm tra biến dạng và sửa chữa các bộ phận bị mòn của xi lanh chịu lực;
Sửa chữa hoặc thay thế lưỡi dao cố định, thay thế bạc đạn lưỡi dao cố định và các phụ kiện khác;
Sau khi rotor được sửa chữa, cân bằng động tốc độ cao sẽ được thực hiện ở tốc độ 3000 vòng/phút.
Kiểm tra khe hở giữa lưỡi dao chuyển động và tĩnh;
Dải niêm phong và chốt định vị của xi lanh chịu lực cần thiết cho việc lắp đặt tại hiện trường;
Dịch vụ TRT mà khách hàng khác yêu cầu
10.3 Cung cấp dài hạn các phụ tùng như lưỡi dao
Có khả năng sản xuất và chế tạo lưỡi dao, có kho phụ tùng lưỡi dao. Các loại lưỡi dao thông thường có thể đáp ứng nhu cầu khẩn cấp của khách hàng.
11. Phụ lục liên quan
Danh sách các thiết bị gia công và chế tạo chính
| Loại thiết bị | Mô hình | dung tích | Trọng lượng chi tiết gia công | số lượng | Nơi sản xuất |
| XxYxZ | (kg) | (bộ | |||
| Trung tâm gia công ngang (bốn trục) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Hàn Quốc |
| Trung tâm gia công dọc (năm trục) | XHK800 | 1250 x400 x400 | 1000 | 1 | Trung Quốc |
| Trung tâm gia công dọc (năm trục) | HL5001A | φ800 x320 | 1000 | 1 | Trung Quốc |
| Trung tâm gia công đứng tốc độ cao (bốn trục) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800/1600 | 6 | Haas, Mỹ |
| Trung tâm gia công đứng (bốn trục) | VM1300A | 1300 x650 x710 | 1500 | 2 | Trung Quốc |
| Trung tâm gia công đứng (bốn trục) | BV100 | 1050 x510 x560 | 700 | 2 | Trung Quốc |
| Hệ thống phủ bằng tia laser | RC-LCD-800W | Cố định/chuyển động | 1500/30000 | 1 | Trung Quốc |
| Hệ thống hàn Stellite/Độ cứng cao tần | GGC-80-2 | 1500 x500 x500 | 500 | 1 | Trung Quốc |
| Máy mài/buffed bằng băng cát | 2M5430 | φ200 x50 | 50 | 12 | Trung Quốc |
Nhóm máy công cụ điều khiển số

Hệ thống phủ bằng tia laser

Hệ thống hàn Stellite/Độ cứng cao tần

Thiết bị lắp đặt và bảo trì rotor


Nhóm máy mài và đánh bóng bằng băng mài



| Loại thiết bị | Mô hình | phạm vi đo lường | Số lượng | Nơi sản xuất | |
| XxYxZ | (Đài Loan) | ||||
| Máy đo tọa độ | X08107 | 800x1000x700 | 1 | Wenze, Đức | |
| máy chiếu 50x | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Thiết bị đo lường công cụ | E238 | φ280 x380 | 1 | ELBO, Ý | |
| Thiết bị đo độ nhám | SJ-210 | 1 | MITU, Nhật Bản | ||
| Hệ thống kiểm tra tần số | FSA-C | 200-1200 | 1 | Đại học Jiaotong Xi'an | |
| thiết bị đo độ cứng Brinell | HB-300B | 1 | Thời đại Bắc Kinh | ||
| Máy kiểm tra không phá hủy | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Bộ phân tích phổ | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Máy đo tọa độ | máy chiếu 50x | ||||
 |
 |
||||
Thiết bị đo lường công cụ |
Thiết bị đo độ nhám |
||||
 |
 |
||||
Máy phát hiện khuyết tật bằng hạt từ |
Máy phát hiện khuyết tật bằng hạt từ |
||||
11.1 Danh sách khách hàng
Nhà cung cấp turbin chính
Shaanxi Blower (Group) Co., Ltd.
Chengdu Engine (Group) Co., Ltd.
Nanjing Turbine Motor (Group) Co., Ltd.
Công ty TNHH Nhà máy Turbin Hơi Harbin
Công ty TNHH Turbin hơi Đông Phương
Công ty TNHH Động cơ Xe tải Nặng Bắc Kinh
……
Khách hàng cuối cùng
Công ty TNHH Thép Hà Bắc
Tập đoàn Thép Sơn Đông Co., Ltd.
Công ty TNHH Tập đoàn Thép Sa Steel Giang Tô
Công ty TNHH Thép Liên Phong (Trương Gia Cảng)
Công ty TNHH Tập đoàn Thép Trung Thiên Thường Châu
Tập đoàn Công ty Thép Cửu Nguyên Cam Túc
Tập đoàn Công ty Đại Đường Trung Quốc
China Resources Electric Power Holding Co., Ltd.
……
kinh nghiệm 11.2
Tháo lắp và sửa chữa bạc đạn rotor số 6 của Zhongtian Steel
Sửa chữa rotor số 10 của công ty Zhongtian Iron and Steel bằng cách tháo lắp bạc đạn thép
Rotor BPRT số 7 của Zhongtian Steel tháo rời và thay thế lưỡi dao, sửa chữa bạc đạn xi lanh rotor
Tháo rời rotor TRT số 2 của nhóm Shagang Huasheng luyện sắt và thay thế toàn bộ bộ lưỡi dao động và tĩnh, xi mạ laser trục vít bạc đạn xi lanh
Tháo rời rotor TRT số 7 của nhóm Shagang Huasheng luyện sắt và thay thế toàn bộ bộ lưỡi dao động và tĩnh
Sản xuất, lắp ráp và chạy thử tua-bin hơi trượt bơm dầu của CSIC
Tháo rời và đại tu bạc đạn xi lanh rotor MPG9.7BPRT của Tangshan Ruifeng Steel
Lắp ráp rotor của tua-bin hơi công nghiệp 18MW của nhà máy than cốc đầu tiên của Shagang
Tháo lắp và lắp ráp cánh tua-bin hơi nước áp suất cao 25MW của nhà máy nhiệt điện Shandong Huantai
Tháo dỡ và sửa chữa rotor TRT trong lò cao 3200 của nhà máy thép Jinan
Tháo lắp rotor giai đoạn cuối của tua-bin thép Changqiang
Tháo dỡ và thay thế cánh rotor TRT số 3 của nhà máy thép Jiuquan
Lập bản đồ và sản xuất cánh tháo lắp cho rotor TRT của "tua-bin MAN" tại nhà máy thép Benxi
Tối ưu hóa rotor áp suất thấp của tua-bin hơi nước 8#9#125MW tại nhà máy nhiệt điện Datang Baoding
Tối ưu hóa tua-bin hơi nước chu trình kết hợp 50MW của Jining Jinwei
Tối ưu hóa tua-bin hơi nước chu trình kết hợp 50MW tại nhà máy nhiệt điện Beian
Đổi mới tua-bin hơi nước 100MW tại nhà máy điện Hulinhe
Tối ưu hóa cánh rotor tua-bin hơi nước 25MW tại nhà máy thép Lianfeng
Tối ưu hóa lưỡi rotor 3#BPRT tại nhà máy thép Lianfeng
Tối ưu hóa lưỡi rotor 6#TRT tại công ty Thép và Đúc Lianfeng
Tối ưu hóa lưỡi rotor 4#BPRT tại nhà máy thép Lianfeng
Tối ưu hóa lưỡi rotor 7#TRT tại công ty Thép và Đúc Lianfeng
11.3 Ảnh liên quan





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN


