
Folleto del producto:Descargar
Tabla de Contenido
1. Resumen de la Unidad TRT
2. Análisis de la Operación Actual de la Unidad TRT
3. Tecnología Avanzada y Método de Diseño para la Optimización y Transformación del Paso de Flujo TRT
4. Resultado de la Optimización del Paso de Flujo TRT
5. Sistema de Inteligencia para el Análisis y Gestión de la Eficiencia Energética y la Vida en Línea de la Turbina de Gas de Alto Horno
6. Optimización y alcance de la transformación del paso de flujo de TRT y cumplimiento con el estándar
6.1. Transformación de Flujo de TRT Siguiendo el Estándar
6.2. Transformación de Flujo de TRT y Ámbito de Suministro
7. Flujo de Trabajo y Ciclo de Transformación de TRT
8. Medidas para prolongar la vida de las hojas y beneficios
9. Garantía de Calidad y Cumplimiento de Rendimiento
10. Servicio postventa
10.1. Servicio en Sitio de Transformación de TRT
10.2. Servicio de Mantenimiento a Largo Plazo de TRT
10.3. Suministro a largo plazo de repuestos como hojas
11. Anexo Relevante
1. Resumen de la Unidad TRT
* * * * * * * * * * * La empresa adopta la eliminación de polvo a seco con bolsas para su horno eléctrico de 1250m3 (en adelante denominado "* * * * * * Acero"), y su turbina de gas de horno eléctrico TRT utiliza el exceso de presión del gas del tope del horno para generar electricidad, trayendo enormes beneficios económicos a la empresa.
La unidad TRT fue diseñada y fabricada por Xi 'an Shangu Power Co., Ltd., utilizando tecnologías Mitsui y Sulzer introducidas en sus primeros años. El número de modelo es MPG9.2-280.6/180. En comparación con la tecnología TRT más avanzada de los países desarrollados, aún existe una gran diferencia en el índice de rendimiento de las unidades TRT nacionales, lo que se refleja en la eficiencia del paso de flujo. Las unidades nacionales aún están en el rango del 65%~75%, significativamente más bajas que el nivel internacional avanzado de 84~92%. Por lo tanto, es necesario optimizar el paso de flujo de las unidades TRT en operación.
Absorvemos la tecnología de diseño más avanzada de pasajes de flujo de turbinas TRT de Alemania y Japón y la aplicamos a las unidades TRT que actualmente están en servicio en China, lo cual puede mejorar considerablemente la eficiencia de TRT, es decir, bajo el caudal, presión, temperatura y parámetros de composición existentes, la potencia generada por la unidad aumentará en un 10%~20%, creando mayores beneficios económicos y contribuyendo al ahorro de energía y la reducción de emisiones.
| Proyectos | Unidad | Punto de operación | |
| punto de diseño | Punto máximo | ||
| Presión atmosférica local | KPa(A) | 100 | |
| Velocidad de la turbina | r/min | 3000 | |
| Flujo de gas de entrada de la turbina | 10,000 Nm3/h | 245000 | 270000 |
| Presión de gas de entrada de la turbina | KPa(G) | 180 | 200 |
| Temperatura del gas de entrada de la turbina | ℃ | 180 | 230 |
| Presión del gas en la salida de la turbina | KPa(G) | 10 | 10 |
| Serie de la turbina | - | 2 | 2 |
| Potencia de la turbina | Kw | 7230 | 9200 |
Tabla 1 Parámetros de Diseño Original del TRT | |||
2.Análisis de la Operación Actual de la Unidad TRT
De acuerdo con los registros históricos de operación, el análisis de la operación de la unidad en un día determinado (como se muestra en la figura 1) indica que con la fluctuación del flujo de entrada, el valor real del rendimiento de la unidad está entre el 60-75%.
Fig. 1 estado de operación de la unidad TRT en un día determinado (eficiencia y caudal de entrada)
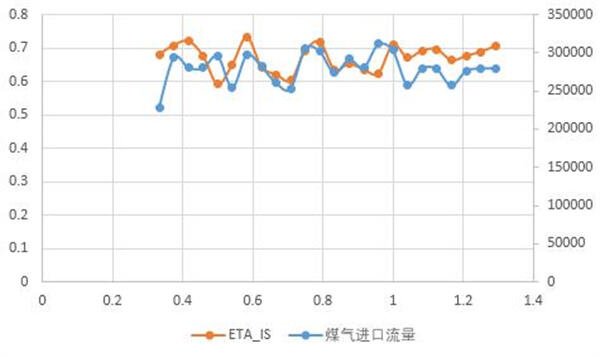
Fig. 2 registro del estado de operación de la unidad TRT en un día determinado
El análisis de la capacidad de flujo en el punto de operación de este tipo de unidad es el siguiente:
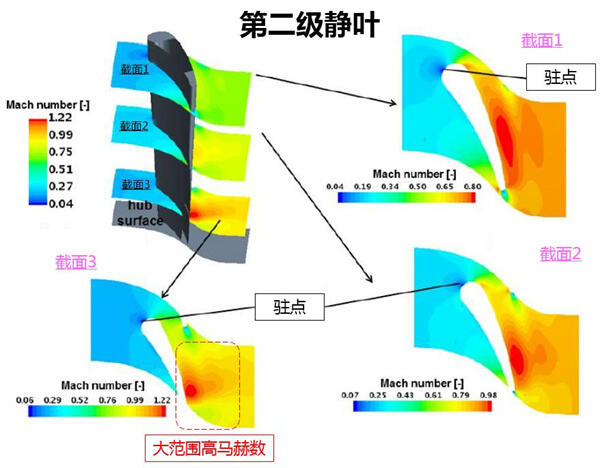
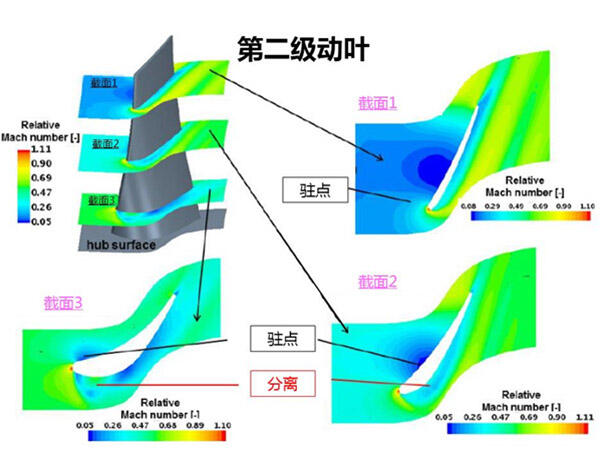
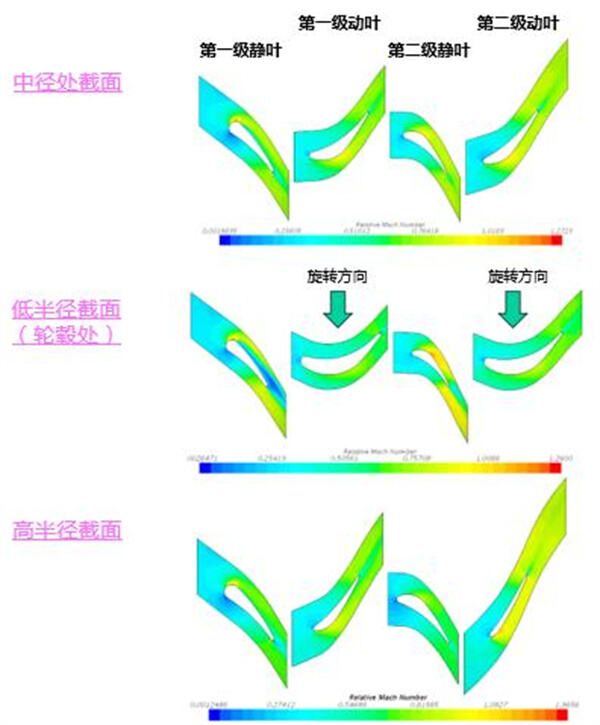
Fig. 3 distribución del número de Mach de este tipo de unidad antes de la modificación del flujo a través
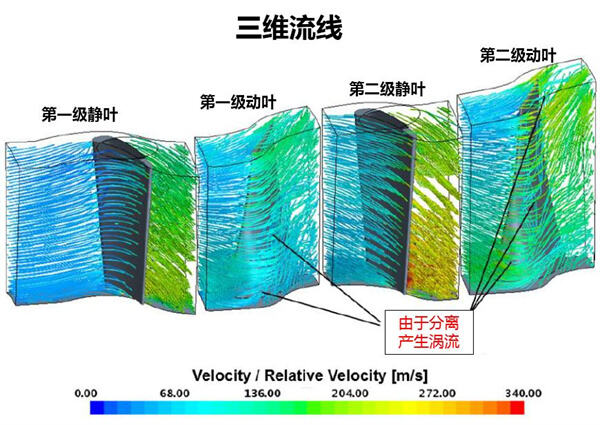
Fig. 4 distribución de velocidad de este tipo de unidad antes de la modificación del flujo a través
A través del análisis del campo de flujo tridimensional CFD, se puede ver que el diseño aerodinámico de las paletas estáticas y móviles de este tipo de unidad es relativamente atrasado, y existen muchos problemas en la distribución del flujo de aire: distribución no razonable de velocidad y ángulo, flujo separado y perfil atrasado. Como se muestra en la figura 4, el punto de estancamiento de la pala del rotor de la segunda etapa se desvía del borde de ataque y se encuentra en la parte frontal de la presión. Existe una pérdida obvia de ángulo de impacto. La región de alta velocidad de la superficie de succión incrementa la pérdida de flujo. Hay fenómenos obvios de separación de flujo en las superficies de succión de las palas de los rotores de la primera y segunda etapas, lo que resulta en pérdidas por vórtice y un campo de flujo interno inestable. Todo esto ha provocado una baja eficiencia de flujo y es necesario optimizar el canal de flujo.
3.Tecnología Avanzada y Método de Diseño para la Optimización y Reconstrucción del Canal de Flujo TRT
4.Resultados de la Optimización del Canal de Flujo TRT
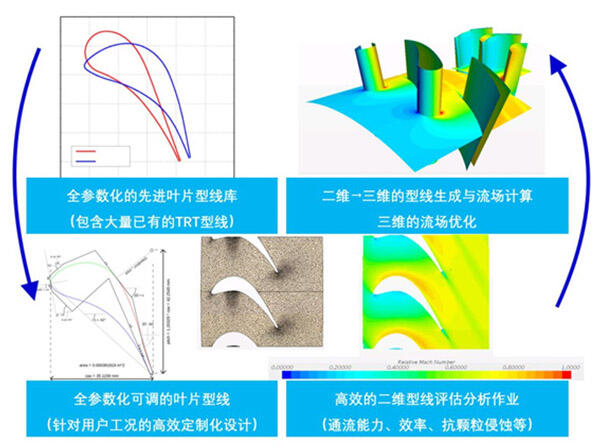
El diseño de optimización de flujo sigue el proceso de análisis y diseño mencionado anteriormente. En primer lugar, se realizan cálculos y evaluaciones macro (unidimensional, bidimensional) y micro (CFD tridimensional) en la unidad actual para analizar los problemas aerodinámicos del diseño de la unidad actual. Luego, combinando el concepto avanzado de diseño aerodinámico de turbinas reactivas, se profundiza y optimiza gradualmente el arreglo del canal de flujo (unidimensional), el control de vórtices del patrón de flujo (bidimensional), la forma de la pala y el emparejamiento de etapas, formando finalmente un esquema de diseño aerodinámico confiable.
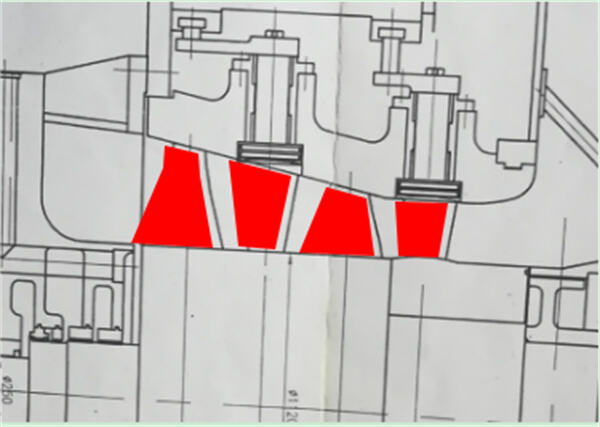
Fig. 5 diseño original del flujo en el plano meridiano
Diseño de altura y ángulo del canal meridiano;
- Optimización de la distribución de velocidad axial; - La mejor relación de aspecto de las palas; - Reducción de la pérdida de hueco;
Optimización del espaciado de las palas:
- Reducir la pérdida de flujo secundario y la pérdida de estela;
Rediseño de control de vórtices radiales;
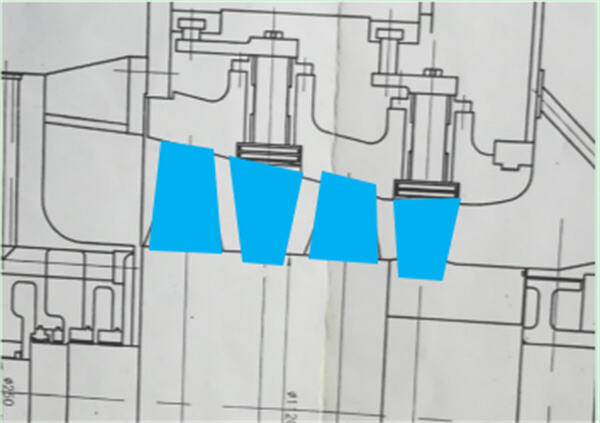
Fig. 6 diseño del flujo en el plano meridiano y disposición de las palas después de la optimización del diseño unidimensional y bidimensional
Mediante el diseño en una y dos dimensiones, se puede obtener un diseño más razonable del pasaje de flujo del plano meridiano, lo que hace que la distribución del flujo de aire sea más uniforme y que la distribución de la caída de entalpía en todos los niveles y la configuración del grado de reacción tiendan a ser razonables. La relación de aspecto de las palas, el paso relativo y otros parámetros geométricos clave que afectan la aerodinámica se encuentran en el intervalo óptimo. Combinando tecnologías avanzadas de perfil y control de vórtices, se pueden superar la mayoría de los problemas en el diseño aerodinámico original.
Utilizando los métodos de optimización descritos anteriormente, se obtuvieron los siguientes resultados del campo de flujo tridimensional
bajo los mismos parámetros de entrada
Fig. 7 distribución del número de Mach después de la optimización del flujo para unidades del mismo tipo
Como se puede ver en la figura anterior, la pérdida del ángulo de impacto se reduce obviamente después de la optimización, y se corrige el desplazamiento de la posición del punto de estancamiento. Ya no hay separación de flujo en las palas del rotor, y la distribución del flujo en las palas del segundo estator también se ha mejorado. En general, el diseño optimizado hace que la distribución del campo de flujo sea más uniforme y razonable tanto en direcciones axial como radial, reduce la separación del fluido, la pérdida de flujo secundario, la pérdida del ángulo de impacto y la pérdida de escape, y mejora considerablemente la eficiencia general.
La pala de dos etapas optimizada se diseña con tipo de reacción pura, y el emparejamiento del coeficiente de carga y el grado de reacción está cerca del valor ideal, lo cual reduce considerablemente la pérdida de velocidad residual y mejora la eficiencia del difusor de escape.
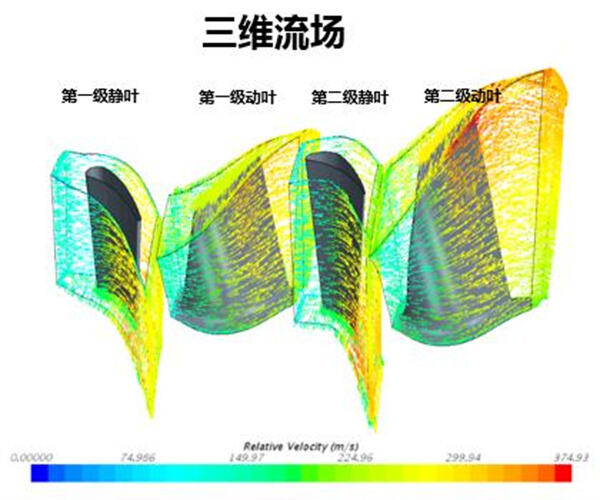
Fig. 8 distribución de velocidades después de la optimización del flujo para unidades del mismo tipo
| Proyectos | Unidad | Punto de operación |
| Presión atmosférica local | KPa(A) | 101.325 |
| Velocidad de la turbina | r/min | 3000 |
| Flujo de gas de entrada de la turbina | 10,000 Nm3/h | 24.5 |
| Presión de gas de entrada de la turbina | KPa(G) | 180 |
| Temperatura del gas de entrada de la turbina | ℃ | 180 |
| Presión del gas en la salida de la turbina | KPa(G) | 10 |
| Serie de la turbina | - | 2 |
| Eficiencia de flujo de la turbina | % | 86.0 |
| Potencia de la turbina | Kw | 8122 |
| Tabla 3 Resultados de Optimización de Flujo TRT | ||
Se puede ver lo anterior que, después de la optimización, la eficiencia interna del canal de flujo alcanza el 86.0%, con un aumento de más del 10%. Bajo las mismas condiciones de entrada (caudal, presión, temperatura, composición, etc.), la salida de la unidad aumenta en 892 kW; en comparación con el valor de diseño de 7230 kW. Según el precio promedio industrial de la electricidad de 0,65 yuanes por kilovatio-hora y una utilización anual de 8000 horas, el aumento anual de generación eléctrica es de 7,316 millones de kilovatios-hora y el beneficio de generación eléctrica es de 4,638 millones de yuanes.
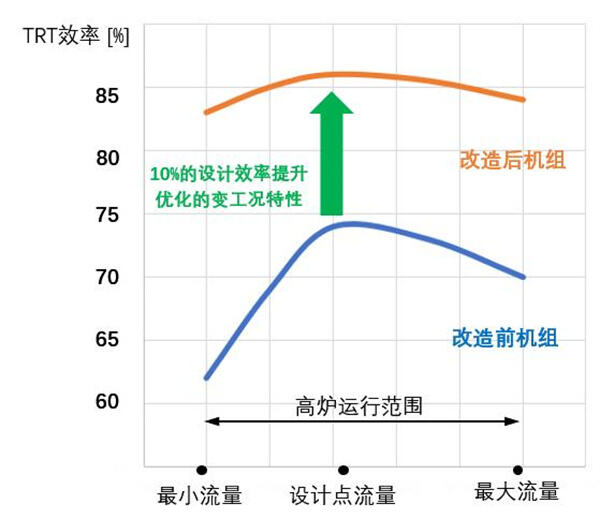
El rendimiento de la unidad TRT en condiciones variables de trabajo (carga parcial y carga pico) se mejora considerablemente, y la curva de eficiencia es relativamente plana en comparación con la original en un rango de carga variable más amplio, lo que permite que la unidad TRT en su conjunto esté en un estado de operación óptimo y de alta eficiencia.
Se prolonga la vida útil de las palas TRT, se alarga el intervalo entre los períodos de revisión y se reduce el trabajo de revisión.
Se resuelven los problemas de vibración excesiva de las palas, alta temperatura de las zapatas de empuje y otros de la unidad, mejorando la seguridad y la usabilidad de la misma.
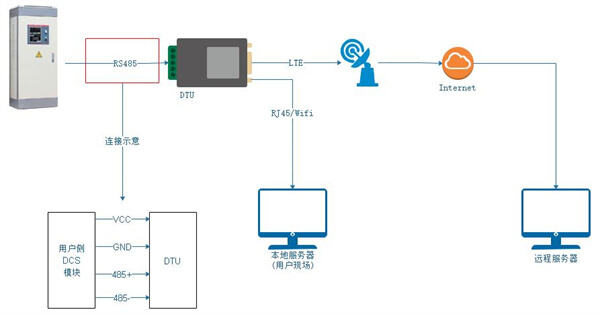
5.Sistema de Gestión Inteligente para el Análisis en Línea de la Eficiencia Energética y la Vida Útil de la Turbina de Alto Horno
Esta solución también incluye un conjunto de "sistema inteligente para la eficiencia energética en línea y la gestión de la vida del turbogenerador de gas de alto horno" (sistema TELM+). Este sistema no solo puede analizar el índice de eficiencia energética del turbogenerador en línea y en tiempo real, sino que también genera una gran cantidad de datos operativos. A través del algoritmo inteligente del sistema y su propio sistema experto, se proporcionan sugerencias de optimización operativa para permitir que la unidad opere en una zona de mayor eficiencia. Sin embargo, para el tipo de acumulación de polvo en las palas y la erosión de las palas, a través del módulo de predicción inteligente integrado, se da el grado de acumulación de polvo en las palas y el tipo de fallo mediante inteligencia artificial, proporcionando una base científica para tomar medidas correspondientes.
El sistema tiene la capacidad de aprendizaje automático. Con la acumulación de datos operativos, los informes de análisis de eficiencia energética y predicción de vida generados automáticamente por el sistema se vuelven más precisos, lo cual facilita enormemente la operación y el mantenimiento, hace que la operación de la turbina de gas de horno alto sea más eficiente y saludable, mejora el índice de operación y reduce las horas de parada no planificadas.
6. Ámbito y Estándares de Cumplimiento de la Transformación del Conducto de Flujo TRT
6.1 Transformación del Conducto de Flujo TRT Siguiendo Estándares
GBT 28246-2012 "Turbocompresor de Recuperación de Energía de Gas de Horno Alto"
GBT 26137-2010 "Prueba de Rendimiento Térmico del Turbocompresor de Recuperación de Energía de Gas de Horno Alto"
JB/T4365 "Sistema de Aceite para Lubricación, Sellado y Ajuste"
JB/T9631 "Condiciones Técnicas para Fundiciones de Hierro de Turbinas de Vapor"
JB/T9637 "Condiciones Técnicas para Ensamblaje de Turbinas"
GB/T7064 "Requisitos Técnicos para Motores Sincrónicos de Tipo Turbina"
GB6222 "Reglamentos Nacionales de Seguridad de Gas"
YBJ207 "Código para la Construcción y Aceptación de la Instalación de Maquinaria y Equipos Metalmecánicos" Sistemas Hidráulicos, Neumáticos y de Lubricación.
El trabajo mencionado anteriormente implementará los últimos estándares nacionales, técnicos nacionales y estándares industriales.
6.2TRT Transformación de Flujo y Ámbito de Suministro
De acuerdo con el modelo de la unidad TRT del usuario y la situación real desde que entró en operación, la optimización y transformación del paso de flujo incluye lo siguiente:
a).Reemplazar todas las paletas estáticas de las dos etapas;
El diseño de la pala estator realiza cálculos múltiples, especialmente para el borde de entrada R, lo que se adapta a la amplia gama de variación del ángulo de ataque de entrada y asegura alta eficiencia bajo diversas condiciones de trabajo con un rango amplio antes y después del punto de diseño.
b).Reemplazar el cilindro de cojinetes;
El material de la biela del cilindro es QT400-15A, y la posición central se puede ajustar estructuralmente para compensar los errores de fabricación y asegurar la coincidencia entre el centro de la carcasa y el centro del rotor, lo que garantiza una pequeña y uniforme holgura entre las palas y la pared del cilindro, mejorando la fiabilidad y la eficiencia.
c).Reemplace todas las paletas móviles de las dos etapas;
La pala tiene un excelente rendimiento aerodinámico y presenta las características de no acumular polvo y no obstruirse. La estructura garantiza cumplir con los requisitos de resistencia y vibración. La pala del rotor está hecha de acero inoxidable resistente a altas temperaturas e intensa fuerza. El teso adopta un tipo de árbol de abeto de alta resistencia para garantizar la vida útil por fatiga de la pala. Todas las paletas móviles se prueban por frecuencia y se registran para su referencia durante el mantenimiento.
d).Reemplace el rotor (eje principal);
El eje principal adopta una forja integral de acero al aleación de alta resistencia 25CrNiMoV para asegurar que la estructura cristalina, las propiedades físicas y mecánicas del material cumplan completamente con los requisitos de operación de TRT, y el rotor se somete a una prueba de balance dinámico.
e). Sellado de las palas móviles y estáticas;
Se utiliza un software informático para simular el entorno de trabajo, calcular estrictamente la deformación y el desplazamiento de la pala en cada estado requerido, optimizar el juego en la punta y en la base, reducir la pérdida por fugas de aire y mejorar la eficiencia de flujo.
| Número de serie | Nombre | Modelo/especificación | Cantidad/Unidad | Observaciones |
| 1 | Estator de primera etapa | Material 17-4PH | 1 Conjunto | |
| 2 | Rotor de primera etapa | Material 2Cr13 | 1 Conjunto | |
| 3 | Estator secundario | Material 2Cr13 | 1 Conjunto | |
| 4 | Rotor de segunda etapa | Material 2Cr13 | 1 Conjunto | |
| 5 | eje del rotor | 25CrNiMoV | 1 Conjunto | Sello con extremo de eje |
| 6 | Cilindro de rodamiento (superior e inferior) y accesoriosAnillo guía | QT400-15A | 1 Conjunto | Incluyendo accesorios de transmisión |
| 7 | Sistema BPRT/TRT Inteligente para Análisis Energético en Línea y Gestión de Vida | Sistema TELM+ | 1 Conjunto | Computadora principal, pantalla |
| Optimización del Flujo de la Unidad TRT MPG9.2-280.6/180 Ámbito de Suministro de Transformación | ||||
7.Flujos de Trabajo y Ciclo de Transformación TRT
Completar todo el trabajo de modificación dentro de 6 meses a partir de la firma del contrato de modificación de optimización TRT con el usuario, y la modificación e instalación en el lugar que realmente afecta el funcionamiento de TRT normalmente no debe exceder los 10 días.
8.Medidas y Beneficios de la Extensión de la Vida de las Páslicas
Para usuarios de la unidad TRT con alto contenido de polvo y vida corta de las páslicas, actualizar el material de las páslicas (17-4PH) y aplicar un recubrimiento cerámico en la superficie puede prolongar significativamente la vida de las páslicas (más del doble de la vida útil), alargar el intervalo del ciclo de mantenimiento y reducir el trabajo de mantenimiento.
el material 17-4PH (0Cr17Ni4Cu4Nb) es un acero inoxidable martensítico endurecido por precipitación, compuesto de cobre y niobio/columbio, que tiene alta resistencia, dureza y buena resistencia a la corrosión. Después del tratamiento térmico, las propiedades mecánicas del producto son más perfectas, la resistencia a la tracción alcanza hasta 890~1030 N/mm2, el producto tiene buena resistencia a la corrosión por ácidos o sal, y su rendimiento es mejor que el del 2Cr13.
| 0Cr17Ni4Cu4Nb | 2CR13 | |
| rigidez | 277~311HB | 217~269HB |
| resistencia de elongación | 900~970mpa | 690mpa |
| resistencia a la fluencia | 760~900mpa | 490mpa |
| Tabla 3 Comparación de Propiedades de Materiales de los Perfiles 17-4PH/2Cr13 | ||
De acuerdo con el entorno de trabajo especial de las palas de la unidad TRT, se mejoró adaptativamente el proceso de pulverización y se aplicó la tecnología de pulverización por plasma cerámica para la anticorrosión superficial de las palas de TRT. La pulverización por plasma es un proceso en el que el material fundido se derrite a alta temperatura mediante plasma y luego las partículas del material fundido se proyectan sobre la superficie de las piezas mediante gas de alta velocidad para formar una capa. El espesor de la capa cerámica es de 0,35 mm. Asegurando una buena eficiencia de flujo neumático y la resistencia de las palas, también tiene una excelente resistencia a los choques térmicos y a la desprendimiento. La rugosidad superficial de la capa es baja. La rugosidad superficial del cerámico tratado puede alcanzar 0,7 μm, lo que es muy suave. Cuando se utiliza en combinación con un inhibidor de escamas, el efecto de extensión de la vida útil de la pala es evidente. La práctica de muchos usuarios de TRT demuestra que las palas de TRT de este proceso tienen buena resistencia al desgaste y a la corrosión.

Después de 7 meses de operación

El material de la hoja del equipo ha sido mejorado durante 7 meses (recubierto)
Al adoptar la mencionada tecnología de extensión de vida, se espera que el período de mantenimiento de las hojas se extienda a 1.5-2 veces la vida original, lo que reduce la frecuencia de mantenimiento, ahorra costos de mantenimiento y minimiza la pérdida de los beneficios de ahorro de energía por paradas.
9. Garantía de Calidad y Garantía de Estándares de Rendimiento
Garantizar que la tecnología de optimización y transformación del pasaje de flujo del turbogenerador de gas de la caldera (TRT) sea avanzada, segura y confiable, y tenga un rendimiento de aplicación similar;
Garantizar la calidad de las piezas suministradas, realizar inspecciones y pruebas necesarias en todas las piezas antes de la entrega, y asegurar que todo el diseño y fabricación cumplan con los requisitos de las regulaciones pertinentes; Los materiales utilizados son todos materiales cualificados, y se pueden proporcionar documentos correspondientes de certificación de calidad de materiales;
Después de la instalación y depuración, las piezas suministradas alcanzan la seguridad y fiabilidad requeridas por el estándar y cumplen con el valor objetivo del rendimiento de la modificación de flujo:
Después de la optimización y transformación del flujo TRT, de acuerdo con el esquema de evaluación de rendimiento acordado por ambas partes, bajo los parámetros de funcionamiento establecidos en el acuerdo, se garantiza que el aumento de la potencia de generación de TRT sea superior a 892 kW.
10 Servicio postventa
10.1 Servicio en sitio de la retrofit de TRT
Proporcionar a los usuarios un servicio postventa eficiente y de alta calidad, asignar gerentes de servicio cualificados y experimentados, informar regularmente sobre el progreso de la implementación del proyecto de renovación, entregar las piezas requeridas para la renovación de acuerdo con el acuerdo y organizar personal/tipos profesionales de servicio técnico en el lugar para ser responsables de la instalación en el sitio, puesta en marcha y otros proyectos de servicio técnico. Después de que la unidad renovada sea puesta en marcha y evaluada según lo programado, se proporcionará servicios técnicos gratuitos durante el período de garantía de un año.
10.2 Servicio de mantenimiento a largo plazo de TRT
Un equipo de mantenimiento compuesto por ingenieros de turbinas y profesionales generalmente proporciona servicios de mantenimiento que incluyen:
Abrir el cilindro para limpiar el rotor; Reparación o reemplazo de las palas móviles; Reparación de las partes desgastadas del eje del rotor; Reemplazar todas las juntas en el eje; Reparación del eje,
El eje principal, el disco de empuje y la ranura de la raíz de la hoja deben someterse a inspección de defectos por color.
Eliminación de óxido, inspección de deformaciones y reparación de partes desgastadas del cilindro de cojinetes;
Reparación o reemplazo de las paletas fijas, reemplazo de los cojinetes de las paletas fijas y otros accesorios;
Después de que el rotor es reparado, se realiza un balance dinámico de alta velocidad a una velocidad de 3000 r/min.
Verificar el desplazamiento entre las paletas móviles y estáticas;
Tira de sellado y pernos de posicionamiento del cojinete del cilindro requeridos para la instalación en campo;
Servicio TRT requerido por otros clientes
10.3 Suministro a largo plazo de repuestos como paletas
Tiene la capacidad de producción y fabricación de paletas, y cuenta con un almacén de repuestos de paletas. Las paletas convencionales pueden satisfacer las necesidades urgentes de los clientes.
11. Anexos relevantes
Lista de principales instalaciones de procesamiento y fabricación
| Tipo de dispositivo | Modelo | capacidad | Peso de la pieza a trabajar | cantidad | Lugar de Origen |
| XxYxZ | (kg) | (conjunto | |||
| Centro de mecanizado horizontal (cuatro ejes) | HM630 | 1000x800x850 | 1200 | 1 | Doosan, Corea |
| Centro de mecanizado vertical (cinco ejes) | XHK800 | 1250 x400 x400 | 1000 | 1 | China |
| Centro de mecanizado vertical (cinco ejes) | HL5001A | φ800 x320 | 1000 | 1 | China |
| Centro de mecanizado vertical de alta velocidad (cuatro ejes) | VF3SS/VF3/VF4 | 1016 x508 x635 | 800/1600 | 6 | Haas, EE. UU. |
| Centro de mecanizado vertical (cuatro ejes) | VM1300A | 1300 x650 x710 | 1500 | 2 | China |
| Centro de mecanizado vertical (cuatro ejes) | BV100 | 1050 x510 x560 | 700 | 2 | China |
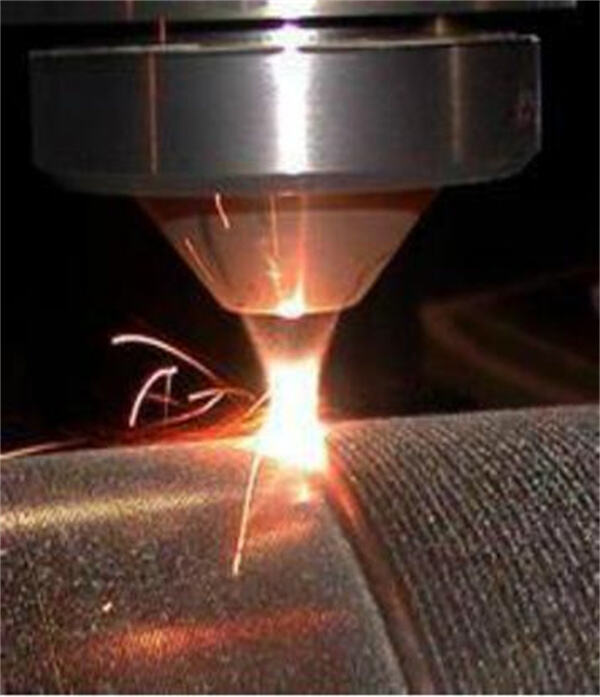
| Sistema de recubrimiento por láser | RC-LCD-800W | Fijo\/movible | 1500/30000 | 1 | China |
| Sistema de soldadura Stellite\/Revestimiento por inducción de alta frecuencia | GGC-80-2 | 1500 x500 x500 | 500 | 1 | China |
| Máquina de lijado/polizado con correa abrasiva | 2M5430 | φ200 x50 | 50 | 12 | China |
Grupo de herramientas de control numérico

Sistema de recubrimiento por láser

Sistema de soldadura Stellite\/Revestimiento por inducción de alta frecuencia

Dispositivo de instalación y mantenimiento de rotores


Grupo de máquinas de lijado y pulido con correa abrasiva



| Tipo de dispositivo | Modelo | rango de medición | Cantidad | Lugar de Origen | |
| XxYxZ | (Taiwán) | ||||
| Máquina de medición por coordenadas | X08107 | 800x1000x700 | 1 | Wenze, Alemania | |
| 50x proyector | JT36-500 | 200 x100 x70 | 1 | Xintian Optoelectronics | |
| Instrumento de medición de herramientas | E238 | φ280 x380 | 1 | ELBO, Italia | |
| Instrumento de medición de rugosidad | SJ-210 | 1 | MITU, Japón | ||
| Sistema de prueba de frecuencia | FSA-C | 200-1200 | 1 | Universidad de Jiaotong de Xi'an | |
| tester de dureza Brinell | HB-300B | 1 | Era de Beijing | ||
| Máquina de prueba no destructiva | CJW-2000I | 0-1500 | 1 | Jiangsu Sanshengda | |
| Analizador de Espectro | WX-5 | 1 | Tianjin jinfei | ||
 |
 |
||||
| Máquina de medición por coordenadas | 50x proyector | ||||
 |
 |
||||
Instrumento de medición de herramientas |
Instrumento de medición de rugosidad |
||||
 |
 |
||||
Detector de defectos por partículas magnéticas |
Detector de defectos por partículas magnéticas |
||||
11.1 Lista de clientes
Proveedor del turbina principal
Shaanxi Blower (Group) Co., Ltd.
Chengdu Engine (Group) Co., Ltd.
Nanjing Turbine Motor (Group) Co., Ltd.
Harbin Steam Turbine Factory Co., Ltd.
Dongfang steam turbine co., ltd
Beijing North Heavy Duty Truck Motor Co., Ltd.
……
Cliente final
Hebei Iron and Steel Co., Ltd.
Shandong Iron and Steel Group Co., Ltd.
Jiangsu Shagang Group Co., Ltd.
Lianfeng Steel (Zhangjiagang) Co., Ltd.
Changzhou Zhongtian Steel Group Co., Ltd.
Gansu Jiugang Group Company
China Datang Group Corporation
China Resources Electric Power Holding Co., Ltd.
……
11.2 Experiencia
Desmontaje y reparación del rodamiento del rotor 6# de Acero Zhongtian
Reparación del rotor No.10 de la Compañía de Hierro y Acero Zhongtian mediante desmontaje y ensamblaje del rodamiento de acero
Rotor 7#BPRT de Acero Zhongtian desmonta y reemplaza las palas, reparando el cilindro del rodamiento del rotor
Desmontaje del rotor 2#TRT de fabricación de hierro Huasheng del Grupo Shagang y reemplazo de un conjunto completo de palas móviles y estáticas, revestimiento láser del glande del cilindro del rodamiento del rotor
Desmontaje del rotor 7#TRT de fabricación de hierro Huasheng del Grupo Shagang y reemplazo de un conjunto completo de palas móviles y estáticas
Fabricación, ensamblaje y puesta en marcha de la bomba de aceite deslizante de la turbina de vapor de CSIC
Desmontaje y revisión del cilindro del rodamiento del rotor MPG9.7BPRT de Acero Ruifeng de Tangshan
Ensamblaje del rotor de la turbina de vapor industrial de 18MW de la Primera Cokelería de Shagang
Desmontaje y ensamblaje del rotor de la turbina de vapor de alta temperatura y alta presión de 25MW de Huantai Termoeléctrica de Shandong
Desmontaje y reparación del rotor TRT en el horno de coque 3200 de Jinan Steel
Desmontaje y ensamblaje del rotor de la última etapa de la turbina de Changqiang Steel
Desmontaje y reemplazo de las palas del rotor TRT 3# de Jiuquan Steel
Diseño y fabricación de palas para el desmontaje y ensamblaje del rotor TRT de la "turbina MAN" en Benxi Steel
Optimización del rotor de baja presión de la turbina de vapor 8#9# de 125MW de Datang Baoding Termoeléctrica
Optimización de la turbina de vapor de ciclo combinado de 50MW de Jining Jinwei
Optimización de la turbina de vapor de ciclo combinado de 50MW de la planta termoeléctrica de Beian
Reconstrucción de la turbina de vapor de 100MW de la planta Hulinhe
Optimización de la pala del rotor de la turbina de vapor de 25MW de Lianfeng Steel
Optimización de la pala del rotor 3#BPRT de Lianfeng Steel
Optimización de la pala del rotor 6#TRT en la empresa Lianfeng Iron and Steel
Optimización de la pala del rotor 4#BPRT en Lianfeng Steel
Optimización de la pala del rotor 7#TRT en la empresa Lianfeng Iron and Steel
11.3 Fotos relacionadas





 EN
EN
 AR
AR
 DA
DA
 FI
FI
 FR
FR
 DE
DE
 EL
EL
 IT
IT
 JA
JA
 KO
KO
 RU
RU
 ES
ES
 SR
SR
 UK
UK
 VI
VI
 HU
HU
 TH
TH
 TR
TR
 FA
FA
 MS
MS
 LA
LA
 MN
MN

